|
4Cr3Mo2NiVNb is also named HD Steel, which is a kind of air-cooled hardening martensitic body hot die steel, which is a new hot die steel developed by[TJC STEEL] school of Materials, Huazhong University of Science and Technology and other units on the basis of Swedish Udholm QRO-80 steel.
01 Chemical Composition(%) C 0.35~0.45 Cr 2.50~3.00 Si ≤0.35 Mo 1.80~2.20 Mn ≤0.40 Ni 0.80~1.20 P ≤0.030 V 1.00~1.40 S ≤0.030 Nb 0.10~0.25 02 Critical Point Ac1=789℃,Ac3=910℃,Ms=363℃ 03 Heat Machining Spciciation for Forged HD Steel Type Steel Ingot Steel Billet Heating Tem℃ 1140~1180 1120~1160 Beginning Tem℃ 1080~1140 1060~1120 End Tem℃ ≥900 ≥850 Cooling Method Sand or Pit Slow Cooling Sand or Pit Slow Cooling 04 Preliminary Heat Treatment Isothermal annealing of forged materials: < 500℃ into the furnace with the furnace heating temperature, heating temperature [TJC STEEL]830 ~ 850℃, holding time (H) 1+1min/mm, isothermal temperature 730±10℃, holding time (H) 2+1min/mm, with the furnace cooling to < 500℃ out of the furnace cooling (HB≤250). 05 Quenching Specification Quenching temperature is 1130±10℃ and the oil is cold. Relationship Between Quenching Temperature and Hardness And Grain Size of Hd Steel Quenching Tem/℃ HRC Grain size/Grad 1050 50.5 -- 1100 53.5 11 1130 53.5 10 1160 56.0 8~9 1180 56.0 7~8 1200 56.5 7~8 Hardness Datas for HD Steel under different Tempering Temperatures: Tempering Tem/℃ HRC HD Steel 3Cr2W8V Steel 300 52.5 51.0 400 52.0 51.0 500 52.5 51.4 530 53.5 52.3 560 54.0 51.5 590 53.8 51.8 620 51.2 50.0 650 47.0 46.0 700 41.0 34.0 06 Mechanical Property[TJC STEEL](Comparing with 3Cr2W8V Steel) Mechanical Property for HD Steel in Room Tem Types 1130℃Quenching 650℃Tempering 1130℃Quenching 700℃Tempering HD 3Cr2W8V HD 3Cr2W8V σ0.2/MPa 1633 1463 1165 952 ψ(%) 32.4 41.8 45.7 41.9 αk/(J/cm2) 38.8 -- 48.8 -- Mechanical Property for HD Steel in HighTem Tem 650℃ 700℃ HD 3Cr2W8V HD 3Cr2W8V σ0.2/MPa 536.9 414 405.3 235 ψ(%) 66.1 49.1 69.3 85.4 αk/(J/cm2) 56/54 -- 75/40 62/38 07 Performance Features 4Cr3Mo2NiVNb (HD) steel is based on 4Cr3Mo3V steel. By reducing the content of Mo and V and adding mass fractions of 1%Ni and 0.15%Nb, the toughness and thermal stability of 4Cr3Mo2NiVNb (HD) steel can[TJC STEEL] be improved at room temperature and high temperature, and the hardness of 40HRC can be maintained at 700℃.Under the same hardness, HD steel has 50% higher fracture toughness than 3Cr2W8V steel, 70% higher tensile strength at 700℃, 1 time higher cold and hot fatigue resistance and 50% higher thermal wear resistance, respectively. 08 Applications HD steel comprehensive performance is good, suitable for making heating temperature about 700 ℃, using strict hot-work mold, such as ferrous and non-ferrous materials of hot extrusion die, such as hot fine forging die, in the steel tube hot extrusion convex die, the bottom of the copper alloy tube extrusion die and [TJC STEEL]punch needle, hot extrusion convex die and concave die bearing ring, valve end of extrusion die and mold USES, the service life than 3 cr2w8v steel has improved significantly. TZM is short name for Ti-Zr-Mo, Titanium- Zirconium - Molybdenum alloy, is a widely used molybdenum - based superalloy.[TJC STEEL]The melting point of TZM alloy is 2617℃, the boiling point is 4612℃, and the density is 10.22 g/cm3.
Common Preparation Methods: Arc Melting - Casting Process After melting pure molybdenum by electric arc, certain Ti, Zr and other alloying elements are added according to the percentage of weight, and then TZM alloy is obtained by conventional casting method. Powder Metallurgy After mixing high pure molybdenum powder with TiH2 powder, ZrH2 powder and graphite powder in a uniform proportion, it was formed by isostatic pressing and then sintered at high temperature in a protective atmosphere to obtain TZM blank.The blank is then hot-rolled (forging) at high temperature, annealed at high [TJC STEEL]temperature, annealed at medium temperature (forging), relieved of stress at medium temperature, and then rolled (forging) at warm temperature, and finally TZM finished material is obtained. Standaards: CHINA YS/T 660-2007 GB/T 17792-2014 GB/T 3816-2017 TZM AMERICA ASTM B386-2003 ASTM B387-2010 363,364[TJC STEEL] Chemical Composition(%) GRADE TZM 363 364 Ti 0.40~0.55 0.40~0.55 0.40~0.55 Zr 0.06~0.12 0.06~0.12 0.06~0.12 Mo REST REST REST C 0.01~0.04 0.01~0.03 0.01~0.04 Fe ≤0.010 ≤0.010 ≤0.010 Ni ≤0.005 ≤0.002 ≤0.005 Si ≤0.005 ≤0.010 ≤0.005 N ≤0.003 ≤0.002[TJC STEEL] ≤0.002 O ≤0.080 ≤0.003 ≤0.030 B (0.02) -- -- Performance Characteristics TZM alloy has the characteristics of high melting point, high strength, high elastic modulus, small linear expansion coefficient, low vapor [TJC STEEL]pressure, good electrical and thermal conductivity, and strong corrosion resistance.TZM has excellent thermal shock resistance and thermal fatigue resistance in an environment above 1000℃. Applications Because of excellent high temperature strength, low temperature ductility and good welding performance, TZM alloy is widely used in [TJC STEEL]industry for the processing of high temperature structural materials and die materials, and because of its high melting point, string cable expansion coefficient, low vapor pressure, good conductive heat conduction the characteristic such as performance, is widely used in aerospace, military industry and high temperature structural materials, etc. Heat treatment has great energy saving potential. How to take measures to strengthen energy saving is an important topic for every heat treatment [TJC STEEL]worker.The following is only a simple discussion on heat treatment process energy saving.
Reduce Heating Temperature Generally, the quenching temperature of subeutectoid carbon steel is above 30 ~ 50℃, while that of eutectoid and hypereutectoid carbon steel is above 30 ~ 50℃.In recent years, however, it has been proved that the heating quenching (i.e., subeutectoid [TJC STEEL]quenching) in a + two-phase region slightly lower than Ac3 can improve the toughness of the steel, reduce the brittle transition temperature, and eliminate the temper brittleness.The quenching temperature can be reduced by 40℃. The high carbon steel can be quenched quickly and quickly at low temperature, which can reduce the carbon content of austenite, and is beneficial to obtain the lat martensite with good strong and tough fit, which can not only improve its toughness, but also shorten the heating time. For some transmission gear, with carbonitriding instead of carburizing, wear resistance increased by 40% ~ 60%, fatigue strength increased by 50% ~ 80%, the total penetration time is the same, but the total penetration temperature (850℃) than[TJC STEEL] carburizing temperature (920℃) low 70℃, but also can reduce heat treatment deformation. Shorten Heating Time The production practice has shown that the traditional heating time based on the effective thickness of the workpiece is mostly conservative, so the heating coefficient in the heating time formula should be corrected.According to the traditional process parameters, when heating to 800 ~ 900℃ in an air furnace, the value is recommended to be 1.0 ~ 1.8min/mm, which is obviously conservative.If the alpha value can be reduced, the heating time can be greatly reduced.The heating time should be determined by experiments according to the size of steel workpiece and the amount of furnace loading, etc. The optimized [TJC STEEL]process parameters should be carefully executed once they are determined to achieve significant economic benefits. Cancel Tempering Or Reduce Tempering Times To cancel the tempering of carburized carbon steel, for example, the fatigue limit of 20Cr steel loader to cancel the tempering with double-sided carburized piston pin can be increased by 16% compared with the tempering;The tempering of low-carbon Martensite steel is cancelled, and the bulldozer pin sleeve is simplified to 20 steel quenched (low-carbon Martensite). The hardness is stable at about 45HRC, and the strength and wear resistance of the product are significantly improved, and the quality is stable.For example, [TJC STEEL]W18Cr4V steel saw blade adopts one tempering (560 ° C ×1h) instead of the traditional 560 ° C ×1h three tempering, and its service life is increased by 40%. Use Low To Medium Tempering Instead Of High Tempering Medium carbon or medium carbon alloy structural steel can obtain higher multi-punch resistance by tempering at medium and low temperature instead of high temperature.W6Mo5Cr4V2 steel Φ 8 mm drill bit, after quenching + 560 ℃ to 350 ℃ by 1 h x 1 h secondary tempering, a 560 ℃ by 1 h three tempering the bit cutting life of 40. Reasonable Reduction Of Seepage Depth The chemical heat treatment has long cycle and high power consumption. It is an important means of energy saving to reduce the penetration depth and shorten the time.The necessary depth of hardening layer is obtained by stress measurement. It shows that the current hardening layer is too deep and only 70% of the traditional hardening depth is enough.The results show that carburizing can reduce the depth of the layer by 30% ~ 40%.At [TJC STEEL]the same time, if the depth of seepage layer is controlled at the lower limit of the technical requirements in actual production, it can also save 20% energy, shorten the time and reduce the deformation. High Temperature And Vacuum Chemical Heat Treatment Are Used The high temperature chemical heat treatment is in the equipment use temperature permit and the condition that the osmotic steel austenite grain does not grow narrow, raises the chemical heat treatment temperature, thus greatly accelerates [TJC STEEL]the rate of carburizing.The carburizing temperature from 930℃ to 1000℃, can make the carburizing speed increased more than 2 times.However, due to many problems, the future development is limited. Vacuum chemical heat treatment is carried out in a gas phase medium under negative pressure.Because the surface of the workpiece is cleaned in the vacuum state, and the higher temperature is used, the seepage [TJC STEEL]velocity is greatly increased.Such as vacuum carburizing can improve productivity 1 ~ 2 times;At 133.3× (10-1 ~ 10-2) Pa, the penetration rate of aluminum and chromium can be increased by more than 10 times. Ionic Chemical Heat Treatment It is a chemical heat treatment process that uses a glow discharge between the workpiece (cathode) and the anode to infiltrate the permeable element in a gas phase medium containing permeable elements at a pressure lower than one atmosphere.Such as ion nitriding, ion carburizing, ion sulfur carburizing, with the advantages of fast permeability, [TJC STEEL]good quality, energy saving, etc. Self - Tempering By Induction Use induction tempering themselves instead of tempering furnace, because is the use of induction heating heat into the hardening layer, heat quenching when not all take away the remnant of the tempering and implementation for short periods of time, thus has high efficiency and energy saving, and in many cases, such as the high carbon steel and high carbon high alloy steel) can avoid quenching cracking, and the advantages of [TJC STEEL]various process parameters can be mass production after confirmation, the economic benefit is remarkable. Use Pre-Heat Quenching After Forging Preheating quenching after forging can not only reduce heat treatment energy consumption and simplify the production process, but also improve the product performance. The remaining heat quenching and high temperature tempering [TJC STEEL]after forging as pretreatment, can eliminate hardening in final heat treatment after forging the coarse grains, poor impact toughness of faults, than spheroidizing annealing or general annealing time is short, high productivity, plus high temperature tempering temperature lower than that of annealing and administration work, so can greatly reduce the energy [TJC STEEL]consumption, and simple equipment, easy operation. Compared with the general normalcy, the residual heat normalcy after forging can not only improve the strength of the steel, but also improve the plasticity and reduce the cold and brittle transition temperature and notch sensitivity. For example, 20CrMnTi steel is cooled at 730 ~ 630℃ at 20℃/h after forging, and good results have been achieved. Surface Quenching Instead Of Carburizing Quenching The systematic study on the performance (such as static strength, fatigue strength, multiple impact resistance and residual internal stress) of medium and high carbon steel with carbon content of 0.6% ~ 0.8% after high-frequency quenching shows that it is completely possible to replace carburizing quenching with induction hardening part.We use 40Cr steel high frequency quenching to manufacture gearbox gear, instead of the original [TJC STEEL]20CrMnTi steel carburized quenching gear has been successful. Use Partial Heating Instead Of Integral Heating For some local and technical requirements of parts (such as wear-resisting tooth trunnion, roll diameter, etc.), can use bath heating furnace, induction heating, local heating mode pulse heating, flame heating instead of overall heating, such as box-type furnace can make the appropriate coordination between the friction parts occlusion parts, [TJC STEEL]improve the service life of the parts, and because it is a local heating, so can significantly reduce the quenching distortion and reduce energy consumption. NAME -- GRADE (DIN,ASTM) -- OD(mm) -- L(mm) -- WEIGHT(KG)
ALLOY ROUND BAR -- C45+C -- 6 -- 3000 -- 574 ALLOY ROUND BAR -- 11SMnPb30+C -- 6.5 -- 3000 -- 236 ALLOY ROUND BAR -- 11SMnPb30+C -- 6.97 -- 3000 -- 198 ALLOY ROUND BAR -- 100Cr6+A+C+A+C -- 7 -- 3000 -- 1018 ALLOY ROUND BAR -- 100Cr6+A+C+A+C -- 7 -- 3000 -- 644 ALLOY ROUND BAR -- C45+C -- 7.25 -- 3180 -- 706 ALLOY ROUND BAR -- C45+C -- 7.25 -- 3180 -- 1074 ALLOY ROUND BAR -- 100Cr6+AC+C -- 7.28 -- 2800 -- 472 ALLOY ROUND BAR -- S355J2C+C -- 7.28 -- 3000 -- 468 ALLOY ROUND BAR -- S355J2C+C -- 7.28 -- 3000 -- 914 ALLOY ROUND BAR -- S355J2C+C -- 7.28 -- 3000 -- 912 ALLOY ROUND BAR -- S355J2C+C -- 7.28 -- 3000 -- 788 ALLOY ROUND BAR -- 11SMnPb30tebi+C -- 8 -- 3000 -- 512 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 98 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 1186 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 870 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 640 ALLOY ROUND BAR -- 11SMn30+C -- 8 -- 3000 -- 968 ALLOY ROUND BAR -- 11SMn30+C -- 8 -- 3000 -- 782 ALLOY ROUND BAR -- 11SMn30+C -- 8 -- 3000 -- 1004 ALLOY ROUND BAR -- S235JRG2C+C -- 8 -- 3000 -- 170 ALLOY ROUND BAR -- S235JRG2C+C -- 8 -- 3000 -- 620 ALLOY ROUND BAR -- S235JRG2C+C -- 8 -- 3000 -- 196 ALLOY ROUND BAR -- S235JRC+C -- 8 -- 3000 -- 470 ALLOY ROUND BAR -- 42CrMoS4QT+C -- 8.11 -- 3000 -- 1020 ALLOY ROUND BAR -- 42CrMoS4QT+C -- 8.11 -- 3000 -- 1020 ALLOY ROUND BAR -- 44SMn28+C -- 8.18 -- 3185 -- 1068 ALLOY ROUND BAR -- 46S20C -- 8.18 -- 3000 -- 490 ALLOY ROUND BAR -- 100Cr6+AC+C -- 8.18 -- 3100 -- 388 ALLOY ROUND BAR -- 100Cr6+AC+C -- 8.18 -- 3100 -- 458 ALLOY ROUND BAR -- 100Cr6+AC+C -- 8.18 -- 3100 -- 136 ALLOY ROUND BAR -- 11SMnPb30+C -- 8.5 -- 3000 -- 310 ALLOY ROUND BAR -- 46S20+C -- 8.5 -- 3000 -- 734 ALLOY ROUND BAR -- S235JRC+C -- 9 -- 3000 -- 1042 ALLOY ROUND BAR -- C10Pb+C -- 9.7 -- 3000 -- 382 ALLOY ROUND BAR -- 11SMnPb30+C -- 9.96 -- 3000 -- 84 ALLOY ROUND BAR -- 11SMnPb30+C -- 9.98 -- 3000 -- 760 ALLOY ROUND BAR -- 11SMnPb30 -- 10 -- 3000 -- 394 ALLOY ROUND BAR -- 11SMnPb30+C -- 10 -- 3250 -- 202 ALLOY ROUND BAR -- 11SMnPb30+C -- 10 -- 3000 -- 298 ALLOY ROUND BAR -- C45Pb+C -- 10 -- 3000 -- 1118 ALLOY ROUND BAR -- C45Pb+C -- 10 -- 3000 -- 416 ALLOY ROUND BAR -- C45Pb+C -- 10 -- 3000 -- 558 ALLOY ROUND BAR -- C45Pb+C -- 10 -- 3000 -- 564 ALLOY ROUND BAR -- C45Pb+C -- 10 -- 3000 -- 648 ALLOY ROUND BAR -- C45Pb+C -- 10 -- 3000 -- 1072 ALLOY ROUND BAR -- S235JRC+C -- 10 -- 3000 -- 860 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 2915 -- 820 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 2915 -- 1170 ALLOY ROUND BAR -- C15+C -- 10.2 -- 3000 -- 512 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 3000 -- 1110 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 2915 -- 1052 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 2915 -- 1084 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 2915 -- 1170 ALLOY ROUND BAR -- C15+C+SL -- 10.2 -- 2915 -- 1072 ALLOY ROUND BAR -- 11SMnPb30+C -- 11.5 -- 3000 -- 174 ALLOY ROUND BAR -- C10Pb+C -- 11.7 -- 3000 -- 366 ALLOY ROUND BAR -- C10Pb+C -- 11.7 -- 3000 -- 674 ALLOY ROUND BAR -- 11SMn30+C -- 12 -- 3250 -- 1104 ALLOY ROUND BAR -- 11SMn30+C -- 12 -- 3000 -- 404 ALLOY ROUND BAR -- 11SMn30+C -- 12 -- 3000 -- 186 ALLOY ROUND BAR -- 11SMn30+C -- 12 -- 3000 -- 638 ALLOY ROUND BAR -- 11SMn30+C -- 12 -- 3250 -- 262 ALLOY ROUND BAR -- C15CSL -- 12 -- 3000 -- 366 ALLOY ROUND BAR -- C15CSL -- 12 -- 3000 -- 230 ALLOY ROUND BAR -- 11SMnPb30+C -- 12.1 -- 3000 -- 662 ALLOY ROUND BAR -- 11SMnPb30teS+C -- 12.3 -- 3000 -- 222 ALLOY ROUND BAR -- C15+C+SL -- 12.7 -- 3000 -- 572 ALLOY ROUND BAR -- C15+C+SL -- 12.7 -- 3000 -- 1276 ALLOY ROUND BAR -- C15+C+SL -- 12.7 -- 3000 -- 1518 ALLOY ROUND BAR -- C15+C+SL -- 12.7 -- 3000 -- 600 ALLOY ROUND BAR -- 11SMnPb30+C -- 13 -- 3000 -- 442 ALLOY ROUND BAR -- 11SMn30 -- 13 -- 3000 -- 516 ALLOY ROUND BAR -- S355J2C+C+SL -- 13.96 -- 3000 -- 154 ALLOY ROUND BAR -- SAE12L14 -- 14 -- 3600 -- 444 ALLOY ROUND BAR -- 11SMn30 -- 14 -- 3000 -- 482 ALLOY ROUND BAR -- 11SMn30+C -- 14 -- 3000 -- 280 ALLOY ROUND BAR -- 11SMnPb30+C -- 14.55 -- 3000 -- 114 ALLOY ROUND BAR -- 11SMn30 -- 15 -- 3000 -- 690 ALLOY ROUND BAR -- 11SMnPb30+C -- 15 -- 3000 -- 312 ALLOY ROUND BAR -- 11SMn30+C -- 15 -- 3000 -- 266 ALLOY ROUND BAR -- 11SMnPb30+C -- 15.5 -- 3000 -- 258 ALLOY ROUND BAR -- 11SMn30+C -- 16 -- 3000 -- 460 ALLOY ROUND BAR -- 11SMn30hd+C -- 16 -- 3000 -- 212 ALLOY ROUND BAR -- S355J2C+C -- 16 -- 3150 -- 426 ALLOY ROUND BAR -- S355J2C+C+SL -- 16.44 -- 3000 -- 1180 ALLOY ROUND BAR -- S355J2C+C+SL -- 16.44 -- 3000 -- 1144 ALLOY ROUND BAR -- S355J2C+C+SL -- 16.44 -- 3000 -- 700 ALLOY ROUND BAR -- S355J2C+C+SL -- 16.44 -- 3000 -- 1070 ALLOY ROUND BAR -- 35S20+C -- 16.5 -- 2970 -- 160 ALLOY ROUND BAR -- C45R+C -- 16.5 -- 3000 -- 754 ALLOY ROUND BAR -- 11SMn30+C -- 16.95 -- 3000 -- 248 ALLOY ROUND BAR -- 11SMnPb30+C -- 16.95 -- 3000 -- 294 ALLOY ROUND BAR -- 11SMnPb30+C -- 16.98 -- 3000 -- 208 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 17 -- 3000 -- 178 ALLOY ROUND BAR -- 36SMnPb14+C -- 17 -- 3000 -- 1018 ALLOY ROUND BAR -- C45e+C+SL -- 17 -- 3000 -- 352 ALLOY ROUND BAR -- 36SMnPb14+C -- 17 -- 3000 -- 1348 ALLOY ROUND BAR -- 36SMnPb14+C -- 17 -- 3000 -- 802 ALLOY ROUND BAR -- 11SMn30 -- 19 -- 3000 -- 968 ALLOY ROUND BAR -- C45Pb+C -- 19.6 -- 3000 -- 352 ALLOY ROUND BAR -- C45Pb+C -- 19.6 -- 3000 -- 486 ALLOY ROUND BAR -- 11SMnPb30+C -- 19.8 -- 3000 -- 310 ALLOY ROUND BAR -- 11SMn30+C -- 19.98 -- 3000 -- 972 ALLOY ROUND BAR -- 11SMn30+C -- 19.98 -- 3000 -- 750 ALLOY ROUND BAR -- 11SMnPb30+C -- 20 -- 3000 -- 360 ALLOY ROUND BAR -- 11SMn30+C -- 20 -- 3000 -- 336 ALLOY ROUND BAR -- C15R+C -- 20.3 -- 3000 -- 450 ALLOY ROUND BAR -- C15R+C -- 20.3 -- 3000 -- 600 ALLOY ROUND BAR -- 16MnCrS5+C -- 20.5 -- 3000 -- 612 ALLOY ROUND BAR -- 16MnCrS5+C -- 20.5 -- 3000 -- 974 ALLOY ROUND BAR -- 16MnCr5+C -- 20.5 -- 3000 -- 746 ALLOY ROUND BAR -- 16MnCrS5+C -- 20.5 -- 3000 -- 934 ALLOY ROUND BAR -- 11SMnPb30+C -- 21 -- 3000 -- 424 ALLOY ROUND BAR -- 11SMn30+C -- 21 -- 3000 -- 166 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 21 -- 3000 -- 260 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 21 -- 3000 -- 200 ALLOY ROUND BAR -- 11SMnPb30teS+C -- 21 -- 3000 -- 212 ALLOY ROUND BAR -- C10Pb+C -- 21 -- 3000 -- 448 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 22 -- 3000 -- 682 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 22 -- 3000 -- 320 ALLOY ROUND BAR -- 11SMn30+C -- 22 -- 3000 -- 356 ALLOY ROUND BAR -- 11SMn30+C -- 22 -- 3000 -- 316 ALLOY ROUND BAR -- 11SMnPb30+C -- 22 -- 3000 -- 718 ALLOY ROUND BAR -- 11SMnPb30+C -- 22 -- 3000 -- 244 ALLOY ROUND BAR -- 11SMnPb30+C -- 22 -- 3000 -- 1204 ALLOY ROUND BAR -- 36SMnPb14+C -- 22 -- 3000 -- 654 ALLOY ROUND BAR -- C15Pb+C -- 22 -- 3000 -- 628 ALLOY ROUND BAR -- 11SMnPb30+C -- 26.15 -- 4000 -- 1180 ALLOY ROUND BAR -- 11SMnPb30+C -- 26.15 -- 4000 -- 404 ALLOY ROUND BAR -- 11SMnPb30+C -- 26.5 -- 4000 -- 1492 ALLOY ROUND BAR -- 11SMnPb30+C -- 26.5 -- 4000 -- 1072 ALLOY ROUND BAR -- 11SMnPb30 -- 27 -- 3000 -- 346 ALLOY ROUND BAR -- 11SMnPb30 -- 28 -- 3000 -- 1030 ALLOY ROUND BAR -- 11SMnPb30 -- 31 -- 3000 -- 1060 ALLOY ROUND BAR -- 11SMn30 -- 31 -- 3000 -- 780 ALLOY ROUND BAR -- 11SMnPb30+C -- 32 -- 3000 -- 582 ALLOY ROUND BAR -- 11SMn30 -- 32 -- 3000 -- 560 ALLOY ROUND BAR -- 11SMn30 -- 32 -- 3000 -- 910 ALLOY ROUND BAR -- 11SMn30 -- 33 -- 3000 -- 1180 ALLOY ROUND BAR -- C12L14+C -- 33.33 -- 3000 -- 1126 ALLOY ROUND BAR -- C12L14+C -- 33.33 -- 3000 -- 1078 ALLOY ROUND BAR -- 11SMnPb30 -- 34 -- 3000 -- 1800 ALLOY ROUND BAR -- 11SMnPb30 -- 34 -- 3000 -- 1710 ALLOY ROUND BAR -- 11SMnPb30+C -- 38 -- 3000 -- 1340 ALLOY ROUND BAR -- 11SMnPb30+C -- 39 -- 3000 -- 554 ALLOY ROUND BAR -- 11SMn30hd+C -- 19 -- 3000 -- 764 ALLOY ROUND BAR -- 11SMn30+C -- 19 -- 3000 -- 906 ALLOY ROUND BAR -- 11SMn30+C -- 11,5 -- 3000 -- 732 ALLOY ROUND BAR -- 11SMnPb30+C -- 12,7 -- 3000 -- 256 ALLOY ROUND BAR -- 11SMnPb30teS+C -- 13 -- 3000 -- 144 ALLOY ROUND BAR -- 11SMnPb30te+C -- 13 -- 3000 -- 148 ALLOY ROUND BAR -- 11SMnPb30+C -- 19,8 -- 3000 -- 382 ALLOY ROUND BAR -- 11SMnPb30+C+SL -- 7,99 -- 3000 -- 446 ALLOY ROUND BAR -- 11SMnPb30+teS+C -- 12,5 -- 3000 -- 402 ALLOY ROUND BAR -- 11SMnPb30+C -- 19 -- 3000 -- 296 ALLOY ROUND BAR -- 11SMnPb30+C -- 8,25 -- 3000 -- 338 ALLOY ROUND BAR -- 11SMnPb30+C -- 12,1 -- 3000 -- 404 ALLOY ROUND BAR -- 11SMnPb30+C -- 19 -- 3000 -- 366 ALLOY ROUND BAR -- 11SMn30+C -- 19,98 -- 3000 -- 1150 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 19 -- 3000 -- 820 ALLOY ROUND BAR -- 11SMn30+C -- 16 -- 3000 -- 218 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 15 -- 3000 -- 230 ALLOY ROUND BAR -- 11SMn30+C -- 15 -- 3000 -- 212 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 374 ALLOY ROUND BAR -- 11SMnPb30+C -- 15,3 -- 3000 -- 698 ALLOY ROUND BAR -- 11SMnPb30+C -- 12,7 -- 3000 -- 110 ALLOY ROUND BAR -- 11SMnPb30+C -- 5 -- 3150 -- 130 ALLOY ROUND BAR -- 11SMn30hd+C -- 19 -- 3000 -- 220 ALLOY ROUND BAR -- 11SMnPb30+C -- 15 -- 3000 -- 130 ALLOY ROUND BAR -- 11SMnPb30+C -- 15 -- 3000 -- 410 ALLOY ROUND BAR -- 11SMnPb30+C -- 5,93 -- 3150 -- 320 ALLOY ROUND BAR -- 11SMnPb30+C -- 5,91 -- 3150 -- 220 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 232 ALLOY ROUND BAR -- 11SMn30+C -- 8 -- 3000 -- 576 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 17 -- 3000 -- 344 ALLOY ROUND BAR -- 11SMn30+C -- 8 -- 3000 -- 268 ALLOY ROUND BAR -- 11SMnPb30+C -- 16 -- 3000 -- 758 ALLOY ROUND BAR -- 11SMn30+C -- 14 -- 3000 -- 516 ALLOY ROUND BAR -- 11SMn30+C -- 11,5 -- 3000 -- 764 ALLOY ROUND BAR -- 11SMn30+C -- 14 -- 3000 -- 664 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 186 ALLOY ROUND BAR -- 11SMnPb30+C -- 10,855 -- 3000 -- 1360 ALLOY ROUND BAR -- 11SMnPb30+C -- 19 -- 3000 -- 814 ALLOY ROUND BAR -- 11SMnPb30+C -- 19,05 -- 3000 -- 120 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 19 -- 3000 -- 302 ALLOY ROUND BAR -- 11SMnPb30+C -- 15,5 -- 3000 -- 386 ALLOY ROUND BAR -- 11SMn30+C -- 11,5 -- 3000 -- 264 ALLOY ROUND BAR -- 11SMnPb30tebi+C -- 8 -- 3000 -- 848 ALLOY ROUND BAR -- 11SMnPb30tebi+C -- 8 -- 3000 -- 400 ALLOY ROUND BAR -- 11SMnPb30+C -- 10 -- 3000 -- 156 ALLOY ROUND BAR -- 11SMn30+C -- 18 -- 3000 -- 180 ALLOY ROUND BAR -- 11SMnPb30teS+C -- 18 -- 3000 -- 242 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 18 -- 3000 -- 658 ALLOY ROUND BAR -- 11SMnPb30+C -- 18 -- 3000 -- 292 ALLOY ROUND BAR -- 11SMnPb30+C -- 10 -- 3000 -- 166 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 116 ALLOY ROUND BAR -- 11SMnPb30teSS+C -- 19 -- 3000 -- 304 ALLOY ROUND BAR -- 11SMnPb30+C -- 11,25 -- 3000 -- 414 ALLOY ROUND BAR -- 11SMnPb30+C -- 7 -- 3000 -- 226 ALLOY ROUND BAR -- 11SMn30+C -- 11,5 -- 3000 -- 394 ALLOY ROUND BAR -- 11SMnPb30+C -- 6,97 -- 3000 -- 148 ALLOY ROUND BAR -- 11SMnPb30tebi+C -- 8 -- 3000 -- 460 ALLOY ROUND BAR -- 11SMnPb30+C -- 8 -- 3000 -- 388 ALLOY ROUND BAR -- 11SMnPb30tebi+C -- 9 -- 3000 -- 940 ALLOY ROUND BAR -- C10Pb+C -- 14 -- 3000 -- 538 ALLOY ROUND BAR -- 46S20+C+SL -- 8 -- 3000 -- 306 ALLOY ROUND BAR -- 100Cr6+AC+C -- 12,3 -- 3000 -- 262 ALLOY ROUND BAR -- 100Cr6+AC+C -- 12,3 -- 3000 -- 228 ALLOY ROUND BAR -- S355J2C+C -- 12 -- 3000 -- 136 ALLOY ROUND BAR -- C10Pb+C -- 16 -- 3000 -- 1250 ALLOY ROUND BAR -- 46S20+C -- 14 -- 3000 -- 706 ALLOY ROUND BAR -- C15CSL -- 11 -- 3000 -- 2502 ALLOY ROUND BAR -- C45+C+SL -- 14 -- 3000 -- 572 ALLOY ROUND BAR -- C15+C+SL -- 12,7 -- 3000 -- 1760 ALLOY ROUND BAR -- C45+C -- 7,25 -- 3180 -- 550 ALLOY ROUND BAR -- 35S20+C -- 14,15 -- 3000 -- 290 ALLOY ROUND BAR -- C15+C+SL -- 5 -- 2990 -- 116 ALLOY ROUND BAR -- C15Pb+C -- 11,95 -- 3250 -- 1936 ALLOY ROUND BAR -- C15Pb+C -- 11,95 -- 3250 -- 1438 ALLOY ROUND BAR -- C15Pb+C -- 11,95 -- 3250 -- 374 ALLOY ROUND BAR -- S355J2C+C -- 7,28 -- 3000 -- 826 ALLOY ROUND BAR -- C15CSL -- 11 -- 3000 -- 2140 ALLOY ROUND BAR -- C15Pb+C -- 11,95 -- 3250 -- 990 ALLOY ROUND BAR -- C45Pb+C -- 11,8 -- 3000 -- 134 ALLOY ROUND BAR -- 15S10+C -- 11,2 -- 3000 -- 594 ALLOY ROUND BAR -- S235JRG2C+C -- 11,9 -- 3000 -- 150 ALLOY ROUND BAR -- C15CSL -- 11 -- 3000 -- 1302 ALLOY ROUND BAR -- S235JRG2C+C -- 12 -- 3000 -- 544 As industrial raw materials, metal materials of the same brand, different production methods, product performance is different.For example, strip has hot rolling and cold rolling, the product surface and mechanical properties are different;There are seamless pipe and welded pipe, production methods are widely different, the applicable[TJC STEEL.] occasions are also different.Therefore, it is necessary to develop special procurement specifications to guide procurement.How to compile the purchase specification of metal material, what matters needing attention?
First of all, the factors of procurement must be considered when designing products. The design department selects the appropriate brand according to the actual working conditions of the parts, including the working environment, the stress situation, and the special performance requirements.Relevant information should [TJC STEEL.]be provided to the purchasing department in as much detail as possible. Accurate information transmission will help the purchasing personnel to make inquiries externally. Specifically, the service temperature (high temperature, low temperature or alternating hot and cold), the type and concentration of corrosive media around, whether to withstand vibration, impact, wear, whether there is high speed or high load, mechanical performance requirements, can be magnetic, etc., must be considered factors. In order to improve the reliability, in the candidate materials, we should choose the mature brand under the same working condition as far as possible, in order to reduce the safety risk and guarantee the service life, but also easy to purchase. After the material brand is determined, the engineer [TJC STEEL.]should fully consider the technological performance of the material from the perspective of improving the utilization rate of the metal, and select the appropriate technology from several molding methods such as casting, forging, welding and cutting, so as to reduce the material waste as far as possible and achieve the purpose of reducing cost and increasing efficiency. Normally a Complete Procurement Specification Should Include The Following: 01 Material Grades and Standards The standard includes national standard, American standard, European standard or pressure vessel standard, nuclear power standard, military industry standard and chemical industry standard.Providing standard numbers helps to accurately locate and improve the efficiency of communication with suppliers. Usually, a material brand will be included in different standards. In most cases, the chemical composition of the same material brand is the same[TJC STEEL.] in different standards. However, due to the evolution of standards and different product forms, the composition may be slightly different, and the performance data are not the same. 02 Smelting Method Common smelting methods: ordinary smelting, induction smelting, electroslag remelting, vacuum arc remelting, etc.Different smelting methods have different manufacturing costs. For example, the cost of vacuum smelting is higher than[TJC STEEL.] that of non-vacuum smelting. 03 Dimensions, Quantity and Weight When ordering bar, sheet, pipe, etc., the length of the part should be stated as far as possible so as to reasonably determine the length of the product to be delivered, such as indefinite, definite, or double length. When ordering forgings, part drawing should be provided as far as possible to ensure that the supplier has accurate final size and shape in order to develop a reasonable and economical forming process. There are two methods of weight calculation, theoretical calculation and practical calculation.The adjustment involves density and tolerances.The density is related to the brand, and there are many kinds of metal materials (there are more than 350,000 metal brands in the world). Generally, the density of the material in the[TJC STEEL.] same category is the same, but there are also differences according to the different alloy ratios.Tolerances are related to production capacity and manufacturing method. For example, forging tolerances are relatively large, resulting in that the actual delivered weight of forgings can sometimes differ by 10% or more from the theoretical weight. The method of receiving goods should be agreed with the supplier.It is generally recommended that the forgings should be delivered in the light state after machining, and the piece-by-piece method of settlement is preferred. 04 The Delivery Status According to the deformation mode: forging state, hot rolling state, cold rolling (drawing) state, etc.The grade of forgings used in pressure [TJC STEEL.]equipment shall be indicated. According to the heat treatment state: annealing state, solid solution state, solid solution + aging state, etc.Mechanical properties are required and numerical values should be marked.For example, the hardness range of pre-hardened steel should be specified. According to the surface state: forging blank, pickling state, rough turning state, fine turning state, polishing state, polishing state, etc. 05 Performance and Testing Requirements Conventional detection scope including: chemical composition, mechanical properties at room temperature (e.g., hardness test, tensile test, impact test, etc.), high temperature mechanical properties, metallographic analysis, such as non-metallic inclusions, grain size, etc.), corrosion test (such as intergranular corrosion test, etc.), inspection of tolerances for size, surface defect inspection, nondestructive testing (such as [TJC STEEL.]ultrasonic testing, dye penetrant testing, etc.). 06 Identification and Packaging General identification includes: brand number, batch number, name, dimension specification.If there is a special part identification number, it should be specified when ordering. Common identification methods include: [TJC STEEL.]paint pen, spray printing, label paper and steel logo. Conventional packing: bundling, wooden cases, simple pallets, etc. Why do we think titanium alloy is a refractory material?Due to the lack of in-depth understanding of its processing mechanism and phenomenon.
1. Physical Phenomena Of Titanium Processing The machining force of titanium alloy is only slightly higher than that of steel of the same hardness, but the physical phenomenon of [TJC STEEL]machining titanium alloy is much more complicated than that of machining steel, so the machining of titanium alloy is faced with great difficulties. Most titanium alloys have very low thermal conductivity, only 1/7 of that of steel and 1/16 of that of aluminum.Therefore, in the process of cutting of titanium alloy heat will not quickly passed to the workpiece or taken away by chip, and[TJC STEEL] agglomeration in cutting area, the temperature can be as high as 1000 ℃ above, make the cutter blade rapid wear, cracks, and generate the devolop tumor, rapid wear of the blade, and make the cutting area produces more heat and further shorten the life of cutting tools. The high temperature in the cutting process also destroys the surface integrity of titanium alloy parts, which leads to the decrease of geometrical [TJC STEEL]accuracy of the parts and the severe work hardening phenomenon that reduces their fatigue strength. The elasticity of titanium alloys may be beneficial to the performance of the parts, but the elastic deformation of the workpiece is an important cause of vibration in the cutting process.The cutting pressure causes the "elastic" workpiece to leave the tool and bounce back, so that the friction phenomenon between the tool and the workpiece [TJC STEEL]is greater than the cutting action.The friction process also produces heat, aggravating the poor thermal conductivity of titanium alloys. This problem becomes more serious when machining thin-walled or annular parts, and it is not easy to process thin-walled titanium alloy parts to the expected dimensional accuracy.As the workpiece material is pushed away by the tool, the local deformation of the thin wall has exceeded the elastic range and produced plastic deformation, the strength and hardness of the cutting point material are obviously added.At this point, machining at the previously determined cutting speed becomes too high, further leading to rapid tool wear and tear. 2. Process Tips Of Titanium Alloy On the basis of understanding the processing mechanism of titanium alloy and adding the previous experience, the main process tips of[TJC STEEL] titanium alloy processing are as follows: (1)The product adopts the positive Angle geometric shape of the blade, in order to reduce the cutting force, cutting heat and workpiece deformation. (2) Adhere to a constant feed to avoid hardening of the workpiece, the tool should always be in the feed state during the cutting process, the radial draft AE should be 30% of the radius of the milling. (3) The use of high pressure and large flow of cutting fluid to ensure the thermal stability of the processing process, to prevent too high [TJC STEEL]temperature resulting in the workpiece surface denaturation and tool damage. (4)If the blade edge is sharp, blunt tool is the cause of hot assembly and wear, easy to lead to tool failure. (5) as far as possible in the titanium alloy in the most soft state processing, due to the hardened material becomes more difficult to process, heat treatment to improve the strength of the material and add the wear of the blade. (6)Use a large tip arc radius or chamfer cut, as much as possible into the blade into the cutting.This reduces the cutting force and heat at each point and prevents local damage.When milling titanium alloy, the cutting speed has the [TJC STEEL]greatest influence on tool life VC, followed by radial draft (milling depth) AE. 3. Start With The Blade To Deal With The Titanium Processing Problem The blade groove wear in titanium alloy processing is the local wear behind and in front along the direction of cutting depth, it is often due to the early processing left by the hardened layer formed.The chemical reaction and diffusion between the tool and the workpiece material at the processing temperature of over 800℃ is also one of the causes of trench wear.During the machining process, titanium molecules of the workpiece accumulate in the front of the blade and are "welded" to the blade under high pressure and temperature, forming a chip tumor.When the chip is removed from the blade, the carbide coating of the blade is taken away, so titanium alloy processing requires special blade material and geometry. 4. Tool Structure Suitable For Titanium Processing Titanium alloy processing focus is heat, a lot of high [TJC STEEL]pressure cutting fluid to timely and accurate injection to the cutting edge, can quickly remove the heat.There are special milling cutter structures for titanium alloy processing on the market. Chromium bronze is a copper alloy in which 0.4%~1.2% chromium is added to copper and chromium is the main alloy component.The addition of chromium can obviously improve the recrystallization temperature and thermal strength [TJC STEEL]of the alloy, so chromium bronze is widely used as heat-resistant copper alloy in industry.C18200 is the chrome bronze symbol.
Standards: CHINA GB/T 5231-2001 QCr1 C18200 GB/T 5231-2012 TCr1 C18200 AMERICA MIL-C-19311B-1973 No.182 ASTM F9-1986 C18200 [TJC STEEL] GERMANY DIN CEN/TS 13388:2008 CuCr1 CW105C Chemicals(%): GRADE TCr1 No.182 CuCr1 Cr 0.6~1.2 0.6~1.2 0.5~1.2 Si ≤0.10 ≤0.10 ≤0.10 Fe ≤0.10 ≤0.10 ≤0.08 Pb ≤0.05 ≤0.05 — [TJC STEEL] Cu Rest Rema Rest Others ≤0.75 -- ≤0.20 a:Cu+所列出成分综合≥99.5% Properties& Characteristics: (1)The conductivity of solid solution treatment is 45%IACS, after aging treatment, it rises to 80%IACS. (2)The aging treatment can withstand 400℃ high temperature, [TJC STEEL]which is twice that of cold processed copper. (3)High strength, high hardness. Applications: After cold processing and aging treatment, C18200 can significantly improve the strength, thermal conductivity and electrical conductivity. [TJC STEEL]As a double 80 copper alloy with electrical conductivity and hardness, C18200 is widely used in the manufacture of wear-resistant parts under high temperature conductive environment, electrodes in welding industry, high-voltage switch contacts, robot conductive arms, etc.. F55 is a kind of super duplex stainless steel, superior to the 2205 in overall performance."Super" refers to the high alloying of its components. Compared with other duplex stainless steels, the high alloying of super duplex steels mainly [TJC STEEL]refers to high molybdenum and nitrogen.
National Standard CHINA GB/T 20878-2007 022Cr25Ni7Mo4WCuN GB/T 21833-2008 S27603 GB/T 31303-2014 [TJC STEEL] AMERICA ASTM A182-2006 F55,S32760 GEMANY DIN EN 10088-1:2005 X2CrNiMoCuWN25-7-4 1.4501 Component Specification (%) GRADE S27603* F55* 1.4501 C ≤0.030 ≤0.030 ≤0.030 Si ≤1.00 ≤1.00 ≤1.00 Mn ≤1.00 ≤1.00 ≤1.00 P ≤0.030 ≤0.030 ≤0.035 S ≤0.010 ≤0.010 ≤0.015 Cr 24.00~26.00 24.00~26.00 24.00~26.00 Ni 6.00~8.00 6.00~8.00 6.00~8.00 Mo 3.00~4.00 3.00~4.00 3.00~4.00 W 0.50~1.00 0.50~1.00 0.50~1.00 Cu 0.50~1.00 0.50~1.00 0.50~1.00 N 0.20~0.30[TJC STEEL] 0.20~0.30 0.20~0.30 * : PREN = % Cr Mo + 16 x % N + 3.3 x % of 40 or higher Commercial Brand Rolled Alloys Zeron 100 Industeel UR2507W Nippon Yakin NAS 75N BÖHLER A911SA Sandvik SAF 32760™ Mannesmann DMV 25.7 N Characteristics Performance (1) Excellent resistance to stress corrosion cracking, excellent resistance to pitting and crevice corrosion, resistance to various inorganic acids and organic acids, excellent resistance to non-oxidizing acid corrosion, strong alkali [TJC STEEL]corrosion. (2) good weldability, excellent mechanical properties, can reduce the weight of the structure, with design advantages. (3) In the working temperature above 300℃ for a long time service, the toughness of the material will decline significantly. ❒ applications F55 has been included in the specification for metal materials and ASME boilers and pressure vessels resistant to sulphide stress [TJC STEEL]cracking for NACE MR 0175 oil field equipment. Its applicable temperature is below 315 ° C. Its main applications include: submarine pipelines, flue gas desulfurization, osmotic desalination equipment, sulfuric acid plants, and fasteners for Marine engineering. 3J9 (2Cr19Ni9Mo) belongs to the material category of precision alloy. It is a kind of ferrochrome high elastic alloy, and its product [TJC STEEL]form is usually cold drawn.
Chemical Component Specification (YB/T 5135-2014) C 0.22~0.26 Cr 19.00~20.50 Si 1.30~1.70 Ni 9.00~10.50 Mn 1.80~2.20 Mo 1.60~1.85 P ≤0.030 Fe REST S ≤0.020 Mechanical Property for 3J9 (2Cr19Ni9Mo) Alloy: OD(mm) TYPES TENSILE STRENGTH(MPa) 0.40~0.80 -- ≥2058 >0.80~1.80 A 1450~1700 B ≥1666 >1.80~2.50 A 1400~1650 B ≥1600 >2.50~3.50 -- ≥1470 >3.50~6.00 -- ≥1375 >6.00~8.00 —[TJC STEEL] ≥1300 Elasticity& Shear Modulus for 3J9 (2Cr19Ni9Mo) Alloy: STATUS ELASTICITY MODULUS E SHEAR MODULUS G MPa MPa SOLID SOLUTION 186200~196000 72520~74480 SOLID SOLUTION+AGING 186200~196000 73500~75460 COLD DRAW 166600~176400[TJC STEEL] 68600~71540 COLD DRAW+AGING 181300~196000 73500~75460 Average Coefficient Of Linear Expansion for 3J9 (2Cr19Ni9Mo) Alloy ā×10-6/℃: TEM RANGE SOLID SOLUTION SOLID SOLUTION+AGING COLD DRAW COLD DRAW+AGING -40~20℃ 16.4 17.1 18 17.8 17.6 18.1 18.1 20~50℃ 15.4 16.5 14.6 15.5 16 18.2 15.6 15.9 20~100℃ 16 16 15.9 15.9 16.4 16.2[TJC STEEL] 16.4 16.1 20~200℃ 16.3 16.3 16.7 16.3 16.7 16.5 16.8 16.5 20~300℃ 16.8 16.7 16.8 16.6 17.2 16.9 17.2 16.9 20~400℃ 17.3 17.2 17.2 17.2 17.7 17.3 17.4 17.4 Main Applications for 3J9 (2Cr19Ni9Mo) Alloy: The main characteristics of 3J9 (2Cr19Ni9Mo) [TJC STEEL]are non-magnetic, high elasticity, high strength, high hardness, suitable for the manufacture of clocks, timer spring and other elastic components in instruments. INCOLOY 800H/HT (INCOLOY 800H/HT) is an austenitic alloy widely used in high-temperature bearing structures. The high strength of 800H/HT is due to the addition of carbon, aluminum, and titanium and the annealing at a minimum [SCALE STEEL]temperature of 1149 ° C to achieve grain size ASTM5 or coarter.
Introduction for INCOLOY 800H/HT For 800 H/HT under 787 ° C, 82(ER NicR-3) wire is used for welding.R A 330-04(N08334) wire has A matching coefficient of thermal expansion and higher strength.For maximum mechanical strength, use wire 617(ErNICrcomo-1) or wire 117(EnICRcomo-1). In order to avoid grain boundary cracking caused by possible [SCALE STEEL]stress relaxation of 800H/HT welded parts above 538 ° C, post-weld heat treatment at 899 ° C is required. The heat preservation time shall be maintained for one hour (at least half an hour / 25mm thickness) per 25mm thickness according to the material thickness, followed by air cooling. ASME: SB-409, SB-408, SB-407 Code Case 1325. ASME: SB-409, SB-408, SB-407 Chemical Composition for INCOLOY 800H/HT % Cr Ni Mn Si Al Ti Al+Ti C Cu P S Fe MIN 19 30 -- -- 0.15 0.15 0.85 0.06 -- -- -- 39.5 MAX 23 35 1.5 1 0.6 0.6 1.2 0.1 0.75 0.045 0.015 -- Material features high ASME VIII design allowable stress value (allowable temperature up to 1650 ° F) good oxidation resistance [SCALE STEEL]at high temperatures (up to 1900 ° F) resistance to chloride stress corrosion cracking the main application of ethylene cracking furnace quench boiler hydrogen manufacturing conversion furnace a furnace fixation of trachea, pigtail tube inside the gasifier pieces of electric heating elements the physical properties of casing density: 0.287 lb/in3 MELTING POING RANGE: 2475- 2525°F TEM, °F 70 1400 1600 1800 THERMAL EXPANSIVITY*, in/in°F x 10-6 -- 9.9 10.2 -- THERMAL CONDUCTIVITY, 6.7 13.8 15.1 17.8 Btu · ft/ft2 · hr · °F ELASTICITY MODULUS, 28.5 21.1 19.2 -- psi x 10 6 MECHANICAL PROPERTY TEM, °F 70 1000 1200 1400 1600 1800 TENSILE STRENGTH, ksi 77 63.5 55.7 32.3 18.6 10.2 YIELD STRENGTH, ksi 29 16.5 14.8 14.4 11.6 8.9 ELONGATION, % 52 51 50 78 120 120 TYPICAL CREEP FRACTURE PROPERTIES TEM, °F 1400 1600 1800 MIN CREEP RATE 0.0001%/Hour, ksi 6 3.6 1.05 10000小时断裂强度, ksi 7.3 3.5 1.2 PHYSICAL PROPERTY FOR Incoloy 800H: DENSITY 8.0 g/cm3 MELTING POINT 1350-1400 ℃ 800H Alloy Has The Following Characteristics: 1. Excellent corrosion resistance in[SCALE STEEL] water-based media with extremely high temperature up to 500℃ 2. Excellent resistance to stress corrosion 3. Good processability The Metallographic Structure of Incoloy 800H: 800H is a face-centered cubic lattice structure.The extremely low carbon content and the increased Ti:C ratio increase the structural stability and maximum resistance to sensitization and intercrystalline corrosion.The low temperature annealing at about 950℃ ensures the fine crystal structure. Incoloy 800H Corrosion Resistance: 800H corrosion resistance of many corrosive [SCALE STEEL]media.Its high nickel content makes it have good resistance to stress corrosion cracking under water corrosion conditions.The high chromium content makes it more resistant to spot corrosion and crack corrosion cracking.The alloy has good corrosion resistance to nitric acid and organic acid, but limited corrosion resistance in sulfuric acid and hydrochloric acid.In addition to the possibility of spot corrosion in halides, it has good corrosion resistance in oxidizing and non-oxidizing salts.It is also very resistant to corrosion in water, steam and a mixture of steam, air and carbon dioxide. Applications 1. Nitric acid condenser -- resistant to nitric acid corrosion 2. Steam heating tubes -- excellent mechanical properties 3. Heating element tubes -- excellent [SCALE STEEL]mechanical properties For applications up to 500℃, the alloy is supplied in annealed state.Typical creep fracture properties Overiew for Incoloy 825:
Incoloy 825 is an all-austenitic nickel-ferric chromium alloy that is ti-stabilized, with copper and molybdenum added.Incoloy 825 is a universal engineering alloy that is resistant to acid and alkali corrosion in both oxidizing and reducing environments.The high nickel content makes the alloy have effective resistance to stress corrosion cracking.[TJC STEEL]Corrosion resistance is good in a variety of media, such as sulfuric acid, phosphoric acid, nitric acid and organic acids, and alkali metals such as sodium hydroxide, potassium hydroxide and hydrochloric acid solutions.The Incoloy 825 has high overall performance in nuclear combustion solutes with a variety of corrosive media, such as sulfuric acid, nitric acid, and sodium hydroxide, all handled in the same facility. Incoloy 825 close brand 0CR21NI42Mo3Cu2TI NS142(China), NC21FeDu (France), W.N.2.4858 NiCr21Mo [TJC STEEL](Germany) NA16 (UK) Incoloy 825, UNS N08825 (US) NiFe30Cr21Mo3 (ISO) Incoloy 825’s Chemical Composition Ni Ni: 38-46 Chromium Cr: 19.5 to 23.5 Iron Fe: Margin Carbon C: 0.025 or less Manganese Mn: 1.0 or less Si Si: 0.5 or less Mo Mo: 2.5 to 3.5 Copper Cu: 1.5 to 3.0 Cobalt Co: 1.0 or less Aluminum Al: 0.2 or less Ti Ti: 0.6 to 1.2 Characteristics of Incoloy 825 - Incoloy 825 Alloy ● Good resistance to stress corrosion cracking ● Good corrosion resistance to spot and crevice corrosion ● Excellent antioxidant and non-oxidative thermal acid energy ● Excellent mechanical properties at room temperature and temperatures up to 550℃ ● It is certified to manufacture pressure vessels up to 450℃ Incoly 825 is widely used in industries where [TJC STEEL]the operating temperature does not exceed 550℃. Typical Applications: ● Sulfuric acid pickling plant heating tube, container, basket and chain, etc. ● Seawater cooling heat exchanger, Marine product piping system, acid gas environment piping. ● Heat exchanger, evaporator, washing and impregnating tube in phosphoric acid production. ● Air heat exchangers in petroleum refining ● Food Engineering ● Chemical process ● Flame retardant alloy for pressure oxygen application It is suitable for tungsten inert gas welding, [TJC STEEL]plasma arc welding, manual subarc welding, metal inert gas welding and fusion inert gas welding, with pulse arc welding being the first choice, using any traditional welding process.When manual arc welding is used, it is recommended to use (Ar+He+H2+CO2) multi-component shielding gas. Incoloy 825 welds must be annealed and cleaned of stains, dust, and marks using a stainless steel wire brush.In order to obtain the best quality of the root weld, care must be taken (argon 99.99) so that no oxide is produced after the root weld is[TJC STEEL] completed.The color produced by the welding heat affected zone should be brushed away with the stainless steel brush when the welding zone is not cooled. For gas shielded welding processes, the following filler metals are recommended Metal welding rod: Nicrofer S 6020-FM625 Material [TJC STEEL]No. 2.4831 SG-NICR21MO9NB AWS A5.14: ErnicRRMo-3 fluid-coated welding rod Material No. 2.4621 EL-Nicr20MO9NB AWS A5.11: EnICRRMo-3 Inconel 690 is a kind of alloy mainly used for steam generator heat pipe material in pressurized water reactor nuclear power plant. It is the [TJC STEEL]core technology of steam generator.
Chemical Composition for Inconel 690 Alloy Ni Cr Fe C Al Ti Mn Si Cu P S Rest 30.39 8.88 0.023 0.22 0.26 0.23 0.07 0.02 0.006 0.002 Physical& Mechanical Property Density Melting Young’s modulus Poisson’s ratio Yield strength Tensile strength Elongation 密度 熔点 杨氏模量 泊松比 屈服强度 抗拉强度 伸长率 8.19g/cm 1343-1377℃ 211GPa 0.289 350MPa 700MPa 45% Special Properties for Inconel 690 Alloy The Inconel 690 alloy has excellent intercrystal corrosion resistance and intercrystal stress corrosion cracking resistance. It is mainly [TJC STEEL]used as the material of steam generator heat transfer pipe for PWR nuclear power plant.The heat transfer pipe material for PWR nuclear power plant steam generator has undergone a development process, including 304 austenitic stainless steel, 600 alloy, 800 alloy and 690 alloy.Studies on corrosion failure of 600 alloys in service show that intergranular corrosion and intergranular stress corrosion cracking are the main problems.As the material of steam generator heat pipe in PWR nuclear power plant, no damage has been reported since the 690 alloy was put into use in 1990s. Main applications for Inconel 690 Alloy Of the pressurized water reactor (PWR) nuclear power plants in China, only Qinshan Phase I uses 800 alloy, and The Qinshan Phase II, Daya Bay and [TJC STEEL]Lingao nuclear power plants all use 690 alloy as the steam generator heat transfer pipe material.Most of the pressurized water reactor nuclear power plants under construction and planning also adopt 690 alloy as the material of steam generator heat transfer pipe. Inconel 625 is the grade of an alloy with a density of 8.4 g/cm3 and a melting point of 1290-1350℃. It has excellent corrosion resistance [TJC STEEL]to inorganic acid and various corrosive media in oxidation and reduction environments.
Inconel 625 alloys exhibit excellent corrosion resistance in many media.It has excellent resistance to pitting corrosion, crevices corrosion, intergranular corrosion and erosion in chloride media. Standards: GB/T UNS NB/T47047 JIS W.Nr GH3625 N06625 NS3306 NCF625 2.4856 Chemical Composition for Inconel 625 Alloy: Alloy % 镍 Ni 铬 Cr 钼 Mo 铌 Nb 铁 Fe 铝 Al 钛 Ti 碳 C 锰 Mn 硅 Si 钴 Co 磷 P 硫 S Inconel 625 Min Rest 20 8 3.15 Max 23 10 4.15 5 0.4 0.4 0.1 0.5 0.5 1 0.015 0.015 Mechanical Property for Inconel 625 Alloy Alloy Status Tensile Strength Yield Strength Elongation Hardness Rm N/mm RP0.2 N/mm A5 % HB Solid Solution 827 414 30 ≤220 Features for Inconel 625 Alloy: 1. Excellent corrosion resistance to a variety of corrosive media in oxidizing and reducing environments 2. Excellent resistance to spot and crevice corrosion without stress corrosion cracking due to chloride 3. Excellent resistance to inorganic acids, such as nitric acid, phosphoric acid, sulfuric acid, hydrochloric acid, and sulfuric acid and [TJC STEEL]hydrochloric acid mixture, etc 4. Excellent corrosion resistance to various inorganic acid mixed solutions 5. When the temperature reaches 40℃, it shows good corrosion resistance in various concentrations of hydrochloric acid solution 6. Good machining and weldability, no post-welding cracking sensitivity 7. Manufacturing certification for pressure vessels with wall temperature of -196 ~ 450℃ 8. Certified by the NACE Standards of the American Society of Corrosion Engineers (MR-01-75) as level VII, the highest standard for use in acidic gas environments Metallographic Structure of Inconel 625 625 is a face-centered cubic lattice structure.Carbon particles and unstable quaternary phase are precipitated and converted into stable Ni3(Nb,Ti) rhombic lattice phase when kept warm for a long enough time at about 650℃.After solution [TJC STEEL]strengthening, the molybdenum and niobium components in the ni-Cr matrix will improve the mechanical properties of the material, but the plasticity will be reduced. Corrosion Resistance of Inconel 625: 625 alloys exhibit excellent corrosion resistance in many media.It has excellent resistance to pitting corrosion, crevices corrosion, intergranular corrosion and erosion in chloride media.It has good resistance to inorganic acid, such as nitric acid, phosphoric acid, sulfuric acid, hydrochloric acid, etc., and also has alkali resistance and organic acid corrosion in oxidation and reduction environment.Effective resistance to chloride ion [TJC STEEL]reducing stress corrosion cracking.It produces little corrosion in seawater and industrial gas environments and is highly resistant to seawater and salt solutions, as well as at high temperatures.No sensitivity during welding.Resistant to carbonation and oxidation in static or circulating environments, and resistant to chlorine-containing gases. F62, Incoloy25-6HN Contains Six Mo Super Austenitic Stainless Steels:
AL-6XN (N08367) super austenitic stainless steel is a kind of excellent resistance to pitting and crevice corrosion of chlorine ion capacity of super austenitic stainless steel, as a kind of good cost performance of corrosion-resistant alloy, its comprehensive corrosion resistant ability than 316 l had the very big spanning, at the same time [TJC STEEL]relative to the C - 276 and other corrosion resistance of nickel base alloy close to its corrosion resistance ability, cost advantage is obvious.Because the visible part of nitrogen is added in the alloy, so that the AL-6XN material relative to conventional austenitic stainless steel (e.g., 304316317, etc.) have a higher tensile strength, while maintaining the excellent material toughness and impact strength, ASME standards specified in the allowable stress values, AL-6XN 40% higher than 316 l, compared to nearly double higher than that of copper - nickel alloy.Physical and mechanical properties of super Austenitic stainless steel (N08367,1.4501) : 1. Density of al-6XN (N08367,1.4501) stainless steel: 8.24g/cm3.2. Tensile strength of al-6XN (N08367,1.4501) stainless steel: B ≥744Mpa.3. Yield strength of al-6XN (N08367,1.4501) stainless steel: B ≥365Mpa.4. Elongation of al-6XN (N08367,1.4501) stainless steel: ≥47%. Chemical Composition(%): Carbon (C):0.02 or Less Manganese (Mn):2.00 or Less Nickel (Ni):23.5 ~ 25.5, Silicon (Si):1.0 or Less Phosphorus (P):0.04 or Less Sulfur (S):0.01 or Less Chromium (Cr):20.0 ~ 22.0 Copper (Cu) :0.75 or Less Molybdenum (Mo) 6.0 ~ 7.0 Nitrogen (N):0.18 ~ 0.25 Al-6XN (N08367,1.4501) super Austenitic stainless steel material characteristics: Al-6XN (N08367,1.4501) stainless steel than [TJC STEEL]the standard 300 series alloy, chloride ion has a higher resistance to pitting corrosion, crack corrosion and pressure crack corrosion, in stainless steel Cr, Mo, Ni, C has corrosion resistance to different media.Cr is the representative of corrosion resistance in natural and oxidized environment. The increase of Cr, Mo and Ni content increases the corrosion resistance to pitting; Nickel provides austenite structure; nickel and molybdenum increase the corrosion resistance to chlorine ions in pressure crevices and reduce the corrosion resistance to environment.Al-6xn stainless steel with high nickel (24%) and molybdenum (6.3%) has better resistance to pressure crevices.Molybdenum is resistant to chloride ion pitting and nickel further enhances pitting resistance and provides a higher strength than 300 austenitic stainless steels, so it is often used in thinner parts of the equipment.High levels of chromium, molybdenum, and nickel in al-6xN stainless steel also provide corrosion resistance in forming and welding of the stainless steel. In addition, Al-6XN stainless steel also has the following characteristics: 1. Excellent corrosion resistance to pitting and crevices under the environment of chloride ion medium.2. Excellent resistance to stress corrosion under the medium of sodium chloride solution.3. High strength and good toughness.Iv. Al-6xn (N08367,1.4501) Super Austenitic stainless steel main applications: High chromium, molybdenum, nickel and nitrogen make AL-6XN have good resistance to chloride ion pitting and crevices corrosion, which makes AL-6XN applied in many environments: flue gas desulfurization spray tower;Reverse osmosis [TJC STEEL]seawater desalination equipment and pumps;Chemical reaction kettle and pipeline;Heat exchangers using seawater media;Crude oil splitting distillation column and metal packing;Offshore oil and gas production equipment;Scrubber drums, rollers, grooves, pipes, etc. in pulp bleaching systems.1. Variety classification: It can produce al-6XN seamless pipe, al-6XN steel plate, al-6XN round steel, Al-6XN forgings, al-6XN flange, Al-6Xn ring, al-6XN welded pipe, al-6XN steel strip, al-6XN wire and al-6XN supporting welding materials of various specifications.2. Delivery status: seamless tube: solid solution + acid white, length can be defined;Plate: solid solution, pickling, cutting edge;Welded pipe: solid solution acid white +RT% flaw detection, forgings: anneal + car light;The bar is forged and rolled, its surface polished or polished;The strip is delivered by cold rolling, soft solid solution and deoxidized skin.Silk[TJC STEEL] material is delivered in the form of solid solution pickling dish or straight strip, solid solution straight strip and fine polished state. Alloy 20 is an iron and nickel based Alloy developed to resist sulfuric acid corrosion.Its sulfuric acid corrosion resistance is excellent;Resistance to phosphoric acid, nitric acid and chloride environments, chloride stress corrosion, spot corrosion and crack corrosion is also strong.It is widely used in chemistry, food, medicine, power generation and plastics industries.
Alloy 20 (1) is an iron-based austenitic [TJC STEEL]Alloy developed to resist sulfuric acid corrosion.It has excellent performance against sulfuric acid corrosion.It has strong resistance to stress corrosion, point corrosion and crack corrosion in the environment of phosphoric acid, nitric acid and chloride.Therefore, alloy 20 has the name of anti-corrosion alloy;It has a wide range of applications, such as: chemistry, food, medicine, electricity production and the plastics industry will use it.Resistance to point corrosion and chloride corrosion, stress corrosion cracking, etc., often choose alloy 20. The Chemical Composition Of Alloy 20 Is: Iron 31-44% (Balanced) Nickel 32-38.00% 19-21.00% Chromium Molybdenum 2-3.00% Copper 3-4.00% 2% Of Manganese Silicon 1% Niobium (8.0xc),1% Maximum Production Information: In 1900, the United States produced 37 percent of the world's steel.With postwar industrial development in Asia, nearly 40% at the turn of the 21st century, 36% of no. 20 alloy products in Europe (including the former Soviet Union) and 14.5% in North America.Alloy 20 consumption increases when the economy grows, [TJC STEEL]the government invests in infrastructure and transportation, and builds new factories and houses.With the recession and steel production swimming, such investment is faltering. Previously, No. 20 Alloy products were often associated with images of powerful working life in captive townships.All this has changed dramatically.A modern steel mill uses very few people.In South Korea, posco employs 10,000 people, to 280,000 tonnes.As a rule of thumb, you can put the direct employment potential at 10 million tons.This could be the following.However, the number 20 alloy products foundational industry, [TJC STEEL]number 20 alloy generation upstream and downstream of the facility has grown substantially. Performance Characteristics for Alloy 20: (1) There is no upper limit of silicon content in the steel DianZhaLu used for smelting. (2) In order to improve the cutting of steel, the buyer's requirements can be sulfur (small) 0.60%?0.15%. (3) Residual element (mass fraction) in the specified steel: 0.30% or Ni;Copper 0.25 percent or less, (4) According to the supply and demand agreement W6Mo5Cr4V2 steel, adjust the content of vanadium (V) 1.60%?2.20%. (5) is allowed for (Mo) with a high tungsten and molybdenum content greater than 1.00%.The relationship between steel tungsten and molybdenum is: when molybdenum exceeds 0.30%, the tungsten content is correspondingly reduced. [TJC STEEL]Molybdenum exceeds Mo 0.30%, and each 1% can be replaced by 2%. If this is the case, add "mozi" after this steel number. The XM-19 is an austenitic stainless steel.Its corrosion resistance and strength are unmatched by commercial materials at the same price.Nitronic50 has better corrosion resistance than 316,316L, 317L, and 317L, and yields up to twice the strength of these grades at room temperature.The yield strength of the high strength Nitronic50 [TJC STEEL](HS) can be up to 3-4 times that of 316 stainless steel.In addition, Nictronic50 has good mechanical properties in both heating and low temperature environments.Unlike most austenitic stainless steels, Nitronic50 does not magnetize when cold worked or cooled to sub-zero temperatures.
Chemical Composition for XM-19: 碳 C:≤0.06,硅 Si:≤1.0,锰 Mn:4-6,磷 P:≤0.045,硫 S:≤0.03,铬 Cr:20.5-23.5,镍 Ni:11.5-13.5,钼Mo:1.5-3.0,氮 N:0.2-0.4,[TJC STEEL]cb:0.1-0.3,钒V:0.1-0.3 Mechanical Property for XM-19: Density :7.8 g/cm3 Melting Point :1415-1450 ℃ Minimum Mechanical Properties of XM-19 Alloys At Room Temperature: Tensile Strength Rm N/mm2 Yield Strength RP0.2n /mm2 Elongation A5% Brinell hardness HB Solid Melting State 690 380 35 ≤241 Corrosion Resistance of XM-19: UNS S20910 / XM-19 stainless steel has excellent general corrosion resistance and is superior in many respects to 316/316L and 317/317L. Annealing conditions at 1950°F (1066°C) provide sufficient corrosion resistance for many applications while providing high [TJC STEEL]strength.When using materials in welded or highly corrosive medium, the annealing condition of 2050°F (1121°C) shall be selected.Materials under high strength cold working conditions are usually used for bolting and shafting connections, but there are some minor compromises in corrosion resistance compared to annealing conditions in some environments. UNS S20910 / XM-19 stainless steel (annealed) is more resistant to crevice corrosion (e.g., crevice corrosion) than type 316/316L.As [TJC STEEL]with most austenitic stainless steels (such as 304 and 316), XM-19 steel may undergo stress corrosion cracking in an environment containing thermochloride ions. XM - 19 Features: Xm-19 stainless steel has a perfect combination of corrosion resistance and strength not found in any other commercial material.The corrosion resistance of this austenitic stainless steel is superior to alloys 316, 316L, 317, 317L, and the yield strength at room temperature is approximately twice that of these [TJC STEEL]alloys.In addition, the XM-19 differs from most austenitic stainless steels in its excellent mechanical properties at both high and sub-zero temperatures. XM-19 also does not become magnetic at low temperatures. The yield strength of the HIGH strength[TJC STEEL] (HS) XM-19 is approximately 3 times that of 316 stainless steel. XM-19 Application Areas: Widely used in the Marine, nuclear, chemical and oil and gas industries. F44/254SMO is an austenitic stainless steel with 6% molybdenum steels.
F44’s Welding Material: Ernicrmo-3 wire, ENICRMO-3 electrode F44 Main Ingredients: Carbon (C) 0.02 or less, manganese (Mn) of 1.00 or less, 17.5 ~ bai18.5 nickel (Ni), silicon (Si) of 0.8 or less phosphorus (P) of 0.03 or less, [TJC STEEL]sulfur (S) of 0.01 or less, chromium (Cr) 19.5 ~ 20.5, copper (Cu) 0.5 ~ 1.0, molybdenum (Mo) 6.0 ~ 6.5 Because of its high molybdenum content, it has very high corrosion resistance to spot and crevices.This grade of stainless steel is developed for use in halogenated environments such as sea water.The 254SMO also has good resistance to uniform corrosion.Especially in the acid containing halide, the steel is superior to [TJC STEEL]ordinary stainless steel.Its C contains <0.03%, so called pure austenitic stainless steel.(<0.01% also known as super austenitic stainless steel).Super stainless steel is a special stainless steel, first of all in the chemical composition of the different from ordinary stainless steel, is to contain high nickel, high chromium, high molybdenum of a high alloy stainless steel.The famous steel is 254SMo containing 6%Mo. This kind of steel has very good local corrosion resistance. It has good pitting resistance (PI≥40) and good stress corrosion resistance under the conditions of seawater, inflation, crevice and low speed erosion, and is a substitute material for Ni base alloy and titanium alloy.Secondly, in terms of high temperature or corrosion resistance, it has better high temperature or corrosion resistance, and 304 stainless steel cannot be replaced.In addition, from the classification of stainless steel, special stainless steel metallographic structure is a stable austenitic metallographic structure. Because this special stainless steel is a kind of high alloy material, so in the manufacturing process is quite complex, generally people can only rely on the traditional process to make this special stainless steel, such as perfusion, [TJC STEEL]forging, rolling and so on. F44 Stainless’ Equivalent Grades/ Materials: UNS S31254, DIN/EN 1.4547, 254SMO, F44, 00Cr20Ni18Mo6CuN Standards: ASTM A240, ASME SA-240, B312/B269, A276 Physical Properties for F44 Stainless: Density: 8.24g/cm3, melting point: 1320-1390 ℃, magnetism: none F44 Mechanical Properties: Tensile strength: B ≥650Mpa, yield strength: B ≥310Mpa: elongation: ≥40%, hardness: 182-223 (HB) F44’s Corrosion Property: It is a kind of high corrosion resistant super austenitic stainless steel. It is developed for halide and acid environment. It is widely used in high concentration chloride ion medium, sea water and other harsh working conditions.254SMO is far superior to other stainless steels and in some cases comparable to Hastelloy alloys and titanium[TJC STEEL] in various industrial applications of acidic media, especially in halide acids.With low carbon content and high molybdenum content, it has good corrosion resistance to point and crack and excellent corrosion resistance to intercrystal. It is a kind of cost-effective stainless steel, which is widely used in chemical industry, desulfurization and environmental protection fields at home and abroad. Application Scope for F44 Stainless: Ocean: Marine Environment Marine Structures, Sea Water Desalination, Sea Water Aquaculture, Sea Water Heat Exchange, etc. Electroslag (melting casting) is a kind of secondary refining technology, which is a comprehensive metallurgical casting process combining secondary refining of molten steel with directional solidification.The principle is that the current [TJC STEEL]passes through the liquid slag pool slag heat resistance, the metal electrode melts, the molten metal collects into the molten drop, drops through the slag layer into the metal molten pool, and then crystallizes in the water-cooled crystallizer to solidify into ingots.
Technology Development: ESR is the refining process of casting or forging steel smelted in open - hearth furnace, converter, arc furnace or induction furnace into electrodes for secondary remelting by slag resistance heat.The principle of this refining method was first proposed by R.K.Hopkins in the 1940s.Then the Soviet Union and the United States [TJC STEEL]established electroslag furnaces for industrial production.In the mid-1960s, electroslag remelting developed rapidly in The Soviet Union, Western Europe and the United States due to the development of aviation, aerospace, electronics, atomic energy and other industries.The products include: high quality alloy steel, high temperature alloy, precision alloy, corrosion resistant alloy and aluminum, copper, titanium, silver and other non-ferrous metal alloys.In 1980, the world's production capacity of electroslag remelting steel exceeded 1.2 million tons. Working Process: Molten slag is contained in a copper water-cooled crystallizer and one end of the consumable electrode is inserted into the slag.Consumable electrode, slag pool, metal melting pool, steel ingot and bottom water tank form circuit through short wire and transformer.In the process of electrification, joule heat is released from the slag pool, and the consumable extreme end is gradually melted, and the molten metal is gathered into droplets, which pass through the slag pool and fall into the crystallizer, forming a [TJC STEEL]metal melting pool, which is cooled by water and quickly solidified into ingots.During the droplet formation stage at the end of the electrode and the droplet dropping through the slag pool, the steel and slag are in full contact, and the non-metallic inclusion in the steel is absorbed by the slag.The harmful elements (sulfur, lead, antimony, bismuth, tin) in steel can be effectively removed by steel-slag reaction and high-temperature gasification.The reoxidation of liquid metal is basically avoided under the cover of slag pool.Because it is melted, refined and [TJC STEEL]solidified in a copper water-cooled crystallizer, the pollution of steel by refractory materials is eliminated.Before the ingot solidifies, there are metal melting pool and slag pool on the upper end of the ingot, which play the role of heat preservation and retraction to ensure the densification of the ingot.The rising slag pool forms a thin slag shell on the inner wall of the mold, which not only makes the surface of the ingot smooth, but also acts as insulation and heat insulation, so that more heat is transferred to the lower part, which is conducive to the directional crystallization of the ingot from the bottom up.Because of the above reasons, the quality and performance of the steel ingots produced by electroslag remelting are improved, the plasticity and impact toughness of alloy steel are enhanced at low temperature, room temperature [TJC STEEL]and high temperature, and the service life of steel is prolonged. Equipment: Electroslag equipment is simple, less investment and lower production cost.The disadvantage of electroslag remelting is that the power consumption is high, and the general slag contains CaF2 more. In the remelting process, the environment is polluted, so dust removal and fluoride removal devices must be set up. The Biggest Furnace: In April 1980, a 200-ton electroslag furnace was successfully trial-produced in Shanghai Heavy machinery Plant.It is the largest electroslag remelting furnace in China and the largest in the world. The construction of large electroslag furnace is an important project.The whole project is led and organized by Deputy chief engineer Lin Zongtang. Professor Zhu Jou of Beijing Iron and Steel Institute is the consultant. Shanghai Heavy Machinery Plant and Beijing Iron and Steel Institute jointly develop and develop the project.Remelting process and workshop design by Liu Chunlin;The electroslag remelting equipment is[TJC STEEL] designed by Huangfu Gems;High and low voltage electrical design by Su Ye and Tan Heirloom;The civil and utility parts are designed by Shanghai Electromechanical Design And Research Institute.From November 1972 to December 1974, liu Chunlin and Liu Haihong, a teacher from Beijing Iron and Steel Institute, led the experimental team to carry out a number of tests in Shanghai Heavy plant and relevant factories successively, in order to determine the design parameters of electroslag furnace equipment, remelting and drawing process parameters.This three-phase three-rocker double-pole tandem type large electroslag furnace consists of three small racks arranged in an equilateral triangle arrangement.Each small rack has a column 18 meters high.The bottom of the three columns is fixed on the foundation, and the middle and top are connected by curved beams to form the electroslag furnace body.A 2.8 m diameter copper lined steel shell water cooled crystallizer is arranged on the middle curved beam.The upper part of each column is equipped with rocker arms which can move up and down and rotate from left to right through the transmission device.One end of the rocker arm is equipped with an electrode clamping mechanism, which can clamp two electrodes which are insulated[TJC STEEL] from each other and connected in series.Six electrodes are suspended from the three rocker arms.Each of the two electrodes is supplied by a single-phase transformer.In this way, the six electrodes form a three-phase bipolar series circuit.The electrodes are 500 mm in diameter and weigh about 5 tons each.The lower part of the crystallizer is equipped with an electric flat car with water-cooled bottom plate, which can carry a load of up to 300 tons.Flat cars are placed on a movable platform that can move up and down along three columns.Before remelting [TJC STEEL]begins, the movable platform rises so that the water-cooled bottom plate seals the lower part of the mold, and then slag and remelting electrodes are made in the mold.Six steel electrodes are remelted at the same time, and after a certain period of time the electrodes are remelted, the three rocker arms are replaced by new electrodes alternately, so that a large electroslag ingot can be smelted.With the remelting of the steel electrode, the slag liquid level of the mold rises continuously, and after reaching a certain height, the ingot-drawing operation is carried out, that is, the water-cooled bottom plate is lowered slowly while the slag liquid level rises, so as to obtain a large electroslag ingot with a certain length and required tonnage.After the ingots are made, the platform descends and the ingots are drawn out of the mould. An electric flat car carries the ingots along the track and out of the oven. This electroslag furnace has the following characteristics: bipolar series power supply, can reduce the loop induction, improve the electric power factor;Three-phase power supply is adopted, which is beneficial to voltage balance of external network.Three rocker arms rotate electrodes and remelting large ingot with small cross section electrode is helpful to control the segregation of electrode components.Long ingot can be remelted with short crystallizer by using ingot drawing operation. In 1982, the forging made from remelting ingots passed the national appraisal and agreed to use this electroslag furnace to produce ingots for first-grade safety pressure vessels for China's first nuclear power station -- Qinshan 300mw [TJC STEEL]nuclear power station.Then all the large electroslag ingots needed for evaporators and regulators of nuclear power plants are provided.The two largest electroslag ingots weigh 205 tons and 207 tons respectively. This electroslag furnace was then used to remelte large electroslag ingots for thermal forging and chemical containers.The large electroslag ingots produced by it have been appraised by the state, which show that the electroslag steel has high purity, uniform composition, good performance and excellent toughness.Thus it opens a new way for the manufacture of high quality large forgings in China. Electric furnace steel is the steel produced by electric furnace.There are many kinds of electric furnace, arc furnace, induction furnace, electroslag furnace, electron beam furnace, consumable electric arc furnace.But generally said electric furnace [TJC STEEL]steel is produced with alkaline arc furnace steel.
There are various types of electric furnace steel, most of which are high quality carbon structural steel, tool steel and alloy steel.Electric furnace steel is of good quality and even performance.At the same carbon content, the strength and plasticity are better [TJC STEEL]than open hearth steel. Overview: Electric furnace steel is the steel produced by electric furnace.There are many kinds of electric furnace, arc furnace, induction furnace, electroslag furnace, electron beam furnace, consumable electric arc furnace.But generally said electric furnace steel is produced with alkaline arc furnace steel. Electric furnace steelmaking has the advantages of less pollution, higher thermal efficiency and higher smelting quality.But it also has the disadvantage of high consumption of electric energy and high production cost.[2] There are various types of electric furnace steel, most of which are high quality carbon structural steel, tool steel and alloy steel.Electric furnace steel is of good quality and even performance.At the same carbon content, the strength and plasticity are better [TJC STEEL]than open hearth steel.[1] Electric furnace steel production is one of the main production processes of modern steel.Compared with converter steelmaking, it has the advantages of low investment, short construction period, quick effect and short production process, flexible production scheduling, high smelting ratio of excellent special steel, especially alloy steel, high alloy steel and other high value-added, high strength, high toughness and other [TJC STEEL]high performance special steel varieties smelting, basically relying on electric furnace. The modern electric furnace process is as follows: electric furnace smelting one or two times refining one continuous casting one (hot delivery hot charge) one rolling.Electricity and scrap steel are two necessary conditions for the production [TJC STEEL]of electric furnace steel.55% of the cost of electric furnace steel in special steel enterprises comes from scrap.The power consumption cost of special steel enterprises accounts for 15% of the total cost.[3] Evolution Of Electric Furnace Steel Technology: The industrial technology of electric arc furnace steelmaking can be traced back to a patent applied by Paul Heroult in 1899.Until the 1950s, eAF was only used in the production of special steels, high-alloy steels or special alloys. In the 1960s, the emergence of ultra-high power (UHP) arc furnace and the application of oxygen smelting technology brought the technology of arc furnace steelmaking into a period of rapid development. "small mills" represented by the small billet continuous casting one-wire mill with scrap steel as raw material gradually occupied [TJC STEEL]the regional market of long profile steel products. In the 1970s, the rise of a group of high-productivity electric furnace short-process steel mills represented by Nucor corporation in the United States marked that eAF steelmaking has become another important production process corresponding to THE BF-BOF process. After the mid - 80 - s, the development of eaf steelmaking technology and to enter into another big change period, is the landmark of the electric arc furnace steel-making enterprises entered the flat material market, especially the social large-scale recycling scrap steel resources, and improve quality, shorten the smelting cycle, [TJC STEEL]reducing energy consumption, environment friendly the emergence of various kinds of electric arc furnace systematic technology.[3] Classification: According to the classification of smelting equipment, steel can be divided into converter steel, open hearth steel and electric furnace steel. According to the different electric heating mode and steel furnace type, electric furnace steel can be divided into arc furnace steel, non-vacuum induction furnace steel, vacuum induction furnace steel, electroslag furnace steel, vacuum arc furnace steel (also known as vacuum consumable furnace steel), electron beam furnace steel, etc. Electric Arc Furnace Steel: Electric arc furnace steel refers to the electric energy input into the furnace through graphite electrode, and the electric arc occurring between the electric extreme and the charge (scrap steel, etc.) is used as heat source to melt and refine the charge and alloy material into steel.The main varieties of eAF steel are high quality carbon steel, low alloy steel and alloy steel.The eAF steelmaking process is the main steelmaking [TJC STEEL]process for the production of high quality steel and special quality steel. Non - Vacuum Induction Furnace Steel: Non - vacuum induction furnace steel refers to the use of induction heating effect in the non - vacuum induction furnace to make scrap steel, alloy material and other charge melting and refining steel.The main varieties are special quality alloy steel. Vacuum Induction Furnace Steel: Vacuum induction furnace steel refers to the steel which is melted and refined by using the induction heating effect to waste steel and alloy material in the vacuum induction furnace.Vacuum induction furnace steel gas content is low, sulfur, phosphorus impurity element content is low, less inclusions.The main varieties are special quality alloy steels for special purposes. Electroslag Furnace Steel: Electroslag furnace steel refers to the steel produced by the smelting process of open - hearth furnace, converter, arc furnace or induction [TJC STEEL]furnace through casting or forging into electrodes and secondary remelting through slag resistance in electroslag furnace.Electroslag furnace steel low sulfur content, less impurity elements, less inclusions.The main type of electroslag furnace steel is special quality alloy steel. Quality Characteristics Of Electric Furnace Steel: Mass fractions of various steelmaking processes and gases Compared with open hearth furnace and oxygen converter steelmaking process, the outstanding feature of the electric furnace steelmaking process is the free choice of oxidation and reduction conditions, that is, in addition to oxidizing slag, but also to make a special component of reducing slag, so that the liquid steel can be better deoxidization, desulfurization and alloying.So the electric furnace is mainly used for [TJC STEEL]smelting special steel and high quality steel.It is more economical to use electric furnace with strong applicability when smelting steel with small quantity and large variety. The main characteristic of electric furnace steel is its low content of oxygen, sulfur and non-metallic inclusions, so it has high mechanical and technological properties.Due to the positive absorption of gases in the arc zone by the molten pool, the content of nitrogen and hydrogen in the electric furnace steel is relatively high. As shown in The Mass fraction of Various Steelmaking Processes and Gases, due to the different uses of different types of steel, the quality evaluation index is not exactly the same, [TJC STEEL]so there are specific requirements for the quality of all kinds of steel in the production. 904L (N08904,14539) Super Austenitic Stainless Steel contains 14.0-18.0% chromium, 24.0-26.0% nickel and 4.5% molybdenum.904L super Austenitic stainless steel belongs to low carbon high nickel, molybdenum austenitic stainless acid resistant steel, which is the proprietary material of France H. S company.It has good activation-passivation transformation ability, excellent corrosion resistance, good corrosion resistance in non-oxidizing acids such as sulfuric acid, acetic acid, formic acid and phosphoric acid, good pitting resistance in neutral medium containing chloride ion, and good anti-crevice corrosion [TJC STEEL]and anti-stress corrosion performance.It is suitable for sulfuric acid of various concentration below 70℃. It is resistant to acetic acid of any concentration and temperature under atmospheric pressure. It is also corrosion-resistant in mixed acid of formic acid and acetic acid.
Introduction for 904L Super Austenitic Stainless Steel: Super Austenitic stainless steel 904L (00CR20NI25MO4.5Cu;UNS: N08904;EN: 1.4539) is a high alloy austenitic stainless steel with low carbon content. It is highly resistant to corrosion in dilute sulfuric acid and is designed for environments with harsh corrosion conditions.Has the high chromium content and plenty of nickel content, the addition of copper makes it have strong ability to resist acid, especially for chloride clearance[TJC STEEL] corrosion and stress corrosion cracking are highly resistant, not easy to appear, erosion and fracture pitting resistance slightly better than other steel grade, good machinability and weldability, can be used for pressure vessels. Brands and standards: UNS N08904 (A standard jointly designed by the American Society of Motor Vehicle Engineers and the American Society of Materials and Testing in[TJC STEEL] 1967), DIN1.4539 (German standard), ASTM A240 (American Society of Materials and Testing Standard);The new standard will be classified as stainless steel series, while the original standard ASME SB-625 will be classified as nickel base alloy series), SUS890L. Metallographic Structure Of 904l Stainless Steel: The 904L is a complete austenitic structure, which is insensitive to ferrite and precipitation compared with austenitic stainless steel with high molybdenum content. Physical and mechanical properties: Density: 8.0g/cm3.Tensile strength: B ≥520Mpa.Elongation: ≥35%. Corrosion Resistance of 904L Stainless Steel: Since the carbon content of 904L is very low (up to 0.020%), there will be no carbide precipitation under the general heat treatment and welding conditions.This eliminates the risk of intercrystalline corrosion that usually occurs after [TJC STEEL]heat treatment and welding.Because of the high cr-Ni-Mo content and the addition of copper, 904L can be passivated even in reducing environments such as sulfuric acid and formic acid.The high nickel content makes it have a lower corrosion rate in the active state.In the concentration range of 0~98% pure sulfuric acid, 904L can be used at temperatures up to 40 degrees Celsius.The corrosion resistance of pure phosphoric acid is very good in the range of 0~85% concentration.In industrial phosphoric acid produced by wet process, impurities have a strong effect on corrosion resistance.Among all kinds of phosphoric acids, 904L has better corrosion resistance than ordinary stainless steel.In strongly oxidizing nitric acid, 904L is less corrosion resistant than high alloyed steel without molybdenum.In hydrochloric acid, the use of 904L is limited to lower concentrations of 1-2%.In this concentration range.The corrosion resistance of 904L is better than that of conventional stainless steel.The 904L steel has high corrosion resistance.In chloride solution, the corrosion resistance of cracks is also very good.The high nickel content of 904L reduces the corrosion rate in pits and crevices.Ordinary austenitic stainless [TJC STEEL]steels may be sensitive to stress corrosion in a chlorine-rich environment at temperatures above 60 ° C. This sensitization can be reduced by increasing the nickel content of the stainless steels.Due to the high nickel content, 904L is highly resistant to stress corrosion cracking in chloride solution, concentrated hydroxide solution and hydrogen sulfide rich environment. Supporting Welding Material: Electrode (e385-16/17), Welding Wire (ER385). 904L Application Notes: 1. Machining Performance 1.1 Welding Performance As with ordinary stainless steel, the 90 4L can be welded in a variety of ways.The most commonly used welding methods are manual arc welding or inert gas shielded metal arc welding. The electrode or wire metal is based on the composition of the base material and has higher purity. The content of molybdenum is higher than that of the base material.Preheating is generally not necessary before welding, but in cold outdoor work, in order to avoid moisture condensation, joint or adjacent areas can be evenly heated.Note [TJC STEEL]that the local temperature should not exceed 100 ℃ to avoid carbon accumulation and intercrystalline corrosion.Small wire energy, continuous and fast welding rate is suitable for welding.Generally, there is no need for heat treatment after welding. If heat treatment is needed, it should be heated to 110 0 ~ 1150℃ and then cooled quickly. 1.2 Machining Performance The machining characteristics of the 90 4 L stainless steel are similar to other austenitic stainless steel.The cutting coolant should be vulcanized and chlorinated oil. The equipment and process should be based on the premise of reducing [TJC STEEL]working hardening.Slow cutting speed and feed quantity should be avoided in the cutting process. Chemical Composition(%): MATERIAL % Cr Ni Mo Cu Fe C Mn Si P S 904L Min 19 23 4 1 REST 904L Max 23 28 5 2 0.02 2 1 0.045 0.035 Mechanical Property: Min Tensile Strength Yield Strength RP0.2N/mm2 Elongation Rm N/mm2 A5 % 904L[TJC STEEL] 490 216 35 Density for 904L Stainless Steel: 8.0 g/cm3 Melting Point for 904L Stainless Steel: 1300-1390 ℃ Others: 904L Purpose, Application Scope, Application Field: * Petroleum, petrochemical equipment, such as reactors in petrochemical equipment, etc. : : Storage and transportation equipment for sulfuric acid, such as heat exchangers, etc. * The flue gas desulfurization unit of power plant mainly uses the tower body of absorber, flue, door panel, interior parts, spray system, etc. * Scrubbers and fans in organic acid [TJC STEEL]treatment systems. * Seawater treatment plant, seawater heat exchanger, papermaking industry equipment, sulfuric acid, nitric acid equipment, acid making, pharmaceutical industry and other chemical equipment, pressure vessel, food equipment. * Pharmaceutical factory: centrifuge, reactor, etc. * Plant foods: soy sauce cans, cooking wine, salt shakers, equipment and dressings. * 904L is a suitable type of steel for dilute sulfuric acid. Inconel 600 alloy is nickel - chromium - iron based solid solution strengthened alloy, with good high temperature corrosion resistance and oxidation resistance, excellent cold and hot working and welding properties, under 700℃ with satisfactory thermal [TJC STEEL]strength and high plasticity.
Product introduction The alloy can be hardened by cold working and can also be joined by resistance welding, dissolution welding or brazing, making it suitable for making anti-oxidation parts that can withstand low loads below 1100 ° C. Application Field ● Thermocouple sleeve in corrosive atmosphere ● Vinyl chloride monomer production: resistance to chlorine, hydrogen chloride, oxidation and carbonization corrosion Conversion of uranium oxidation to hexafluoride: Resistant to hydrogen fluoride corrosion ● The production and use of corrosive alkali metals, [TJC STEEL]especially in environments where sulfides are used ● Titanium dioxide by chlorine gas process ● Organic or inorganic chloride and fluoride production: resistance to chlorine and fluorine gas corrosion ● Nuclear reactor ● Curved neck flask and parts in heat treatment furnace, especially in carbonization and nitriding atmosphere ● The catalytic regenerator in petrochemical production is recommended to use alloy 600H for long service life in applications above 700℃. Chemical Composition(%): 镍Ni 铬Cr 铁Fe 碳C 锰Mn 硅Si 铜Cu 铝Al 钛Ti 硼B 磷P 硫S MIN 72 14 6 MAX 17 10 0.15 1 0.5 0.5 - - - - 0.015 Preparation of Titanium Dioxide: ● Has a good resistance to reduction, oxidation, nitriding medium corrosion performance ● It has good resistance to stress corrosion cracking at room temperature and high temperature ● Has a good resistance to dry chlorine gas and hydrogen chloride gas corrosion performance ● Excellent mechanical properties z at sub-zero, room temperature and high temperature As the control of carbon content and grain size has good [TJC STEEL]creep resistance and fracture strength, it is recommended to use the working environment above 700℃. Equivalent Grades in Different Standards: GH3600、GH600(China)、NC15Fe(France)、W. Nr .2.4816、NiCr15Fe(Germany)、NA14(England)Inconel 600、UNS NO6600(America) NiCr15Fe8(ISO)Inconel 600 Standards:UNS N06600,DIN/EN 2.4816,ASTM B168,ASME SB-168,AMS 5540,NCF 600 Filling Metal The Following Filler Metals Are Recommended For Welding: Tungsten Electrode Gas Welding Nicrofer S 7020 AWS A5.14: ERNiCr-3 Metal Electrode Gas Shielded Welding AWS A5.11: ENiCr-3 For Alloy 600h At High Temperature (Approx. 900℃), The Following Solder Is Recommended: Tungsten Electrode Gas Welding[TJC STEEL] Nicrofer S 6020 AWS A514, ERNiCr-3 or AWS A514, ERNiCrFe-5 Tungsten Electrode Gas Welding AWS A5.11, ENiCr-3 or AWS A5.11, ENiCrFe-5 Argon Arc Welding Is Recommended To Obtain The Best Corrosion Resistance To obtain optimum corrosion resistance, argon arc welding is recommended for the Inconel 600 suitable any traditional welding process with the same material or other metal welding, such as gas tungsten arc welding, plasma arc welding and manual arc welding, metal inert gas protection welding, melting inert gas protection welding, including pulsed arc welding is the preferred [TJC STEEL]solution.When manual arc welding is used, it is recommended to use (Ar+He+H2+CO2) multi-component shielding gas. Incoloy 825 welds must be annealed and cleaned of stains, dust, and marks using a stainless steel wire brush.In order to obtain the best quality of the root weld, care must be taken (argon 99.99) so that no oxide is produced after the root weld is completed.The color produced by the welding heat affected zone should be brushed away with the stainless steel brush when [TJC STEEL]the welding zone is not cooled. Welding material For gas shielded welding processes, the following filler metals are recommended Metal Electrode: Nicrofer S 6020-FM625 Grade:2.4831 SG- NiCr21Mo9Nb AWS A5.14: ERNiCr-3 Coated Electrode Grade:2.4621 EL- NiCr20Mo9Nb AWS A5.11: ENiCr-3 Standards: GRADES& GRADE CHEMICAL SMLS WELDED PIPE PLATE ROUND BAR STRIPS WELD ROD FORGED STANDARDS 德国 W .N r.2.4816 10095 17751 10095 10095 10095 10095 17754 EN DIN NiCr15Fe 17742 305 17750 17752 17750 17753 305 DIN 305 305 305 VdTUV 法国 NC15FE AFNOR 英国 NA14 3074 3072 3076 3073 3075 BS 美国 UNS NO6600 B167 B163/B516/517 B168 B166 B168 B166 B564 ASTM SB167 SB163/SB516/SB517 SB168 SB166 SB168 SB166 SB564 ASME 5580 5540 5665 5540 5687 5565 AMS ISO NiCr15Fe8 [TJC STEEL] Property: 2.1.1 Melting Temperature Range 1370~1430℃[1]。 2.1.2 Heat Conductivity see Table 2-1。 Table 2-1[2] θ/℃ 20 100 200 300 400 500 600 700 800 900 1000 λ/(W/(m·℃)) 12.85 13.94 15.15 16.62 18.71 20.72 22.4 24.49 27 29.51 31.6 2.1.3 Specific Heat see P2-1。 2.1.4 Coefficient Of Linear Expansion see Table2-2。 2.2 Inconel 600 Density ρ=8.43g/cm3。 2.3 Inconel 600 Electrical Property [TJC STEEL]Resistivity see Table 2-2。 Table2-2[2] θ/℃ 20~200 20~300 20~400 20~500 20~600 20~700 20~800 20~1000 α/10-6℃-1 12.35 12.75 13.1 13.55 14.5 15.15 15.7 16.2 2.4 Inconel 600’s Magnetic : Alloys Have No Magnetism The welding residual stress is caused by the uneven temperature distribution of welding parts and the thermal expansion and cold contraction of welding metal, so the welding construction will inevitably produce residual stress.
The most common method to eliminate residual stress is high temperature tempering, the weldment in heat treatment furnace heated [TJC STEEL]to a certain temperature (below Ac1) and heat preservation time, using the material yield limit under high temperature is reduced, the internal stress of high local produce plastic flow, elastic deformation gradually reduce, plastic deformation gradually increase and reduce stress. The influence of post-weld heat treatment on tensile strength and creep limit of metal is related to the temperature and holding time of heat treatment.The effect of post-weld heat treatment on the impact toughness of weld metal varies with different types of steel. Purpose for PWHT: Relax welding residual stress; 2. Stabilize the [TJC STEEL]shape and size of the structure to reduce distortion.3. Improve the performance of base material and welding joint, including a. Improve the plasticity of weld metal.B. Reduce the hardness of heat-affected zone.C. Improve fracture toughness.D. Improve fatigue strength.E. Restore or increase the yield strength reduced during cold forming.4. Improve the ability to resist stress corrosion.5. Further release harmful gases, especially hydrogen, in the weld metal to prevent the occurrence of delayed cracks. Methods for PWHT: Post-Welding Heat Treatment generally adopts single high temperature tempering or normalizing and high temperature tempering treatment.Normalizing and tempering heat treatment is used for gas welding joints.This is because of the coarse grain of welding seam and heat-affected zone of gas welding, which needs to be refined, so normalizing treatment is adopted.However, single normalizing cannot eliminate the residual stress, [TJC STEEL]so high temperature tempering is needed to eliminate the stress.The single medium tempering is only suitable for the assembly and welding of large common low carbon steel containers assembled on the site for the purpose of partially eliminating residual stress and dehydrogenation.The vast majority of occasions is the use of a single high temperature tempering.Heat treatment of heating and cooling should not be too fast, strive for internal and external wall uniformity. Heating Methods: Fuel Heating: The fuels used may be solid (coal), liquid (oil) and gas (gas, natural gas, liquefied petroleum gas). There are abundant resources of coal burning heating coal, and the coal burning reflector has played a certain role in heat treatment heating [TJC STEEL]method.The nature of the coal and the structure of the reverberatory furnace determine that the coal is not easy to be completely burned, so the coal furnace has low thermal efficiency, poor heating quality and working conditions, and soot pollutes the environment.These shortcomings make the coal heating method gradually replaced by other heating methods. Liquid fuel heating mainly uses heavy diesel as fuel, suitable for large heating furnace heating, also used for external heating salt bath furnace heating, generally in the furnace heating outdoor wall or installed on both sides of the nozzle.When liquid fuel is used to heat an external salt bath, the nozzle is mounted on the furnace shell outside the crucible.The liquid fuel is mixed with air in a nozzle and atomized under the action of compressed air. Then the nozzle is ejected and burned in a heating chamber (or outside a crucible in [TJC STEEL]a salt-bath furnace) to heat the workpiece (or crucible).The reasonable design and arrangement of nozzles play a key role in maintaining uniform furnace temperature and saving fuel.Atomized oil from the nozzle can also be burned in a radiator inside the furnace, heating the radiator to indirectly heat the workpiece.Fuel oil controls the heating temperature more easily than coal, and is suitable for large bulk heating and areas with sufficient oil supply. Gaseous fuel is heated in a nozzle, where the gas is mixed with a certain proportion of air and ejected for combustion.This method can directly heat the workpiece placed in the heating chamber, or it can indirectly heat the workpiece by spraying flame into the radiation tube installed in the heating chamber.When used in salt bath furnace, the nozzle is installed on the furnace shell outside the crucible, and the flame shoots at the outside of the crucible to add hot molten salt.The gaseous fuels used for heating include gas, natural gas and liquefied petroleum gas.By adjusting the ratio of air to gas, an oxidizing [TJC STEEL]or reducing combustion atmosphere can be obtained, thus reducing the degree of oxidizing and decarburizing when the workpiece is heated.This heating method is suitable for areas where bulk heating and gas supply is adequate. The other way is to directly heat the surface of the workpiece with the flame of the nozzle. At this time, the nozzle and the workpiece move relative to each other. The gases used are oxygen-acetylene, oxygen-propane, oxygen-methane and so on.This heating method, flame quenching, is suitable for surface quenching of workpiece. Electric Heating Method: With electricity as the heat source, electric energy is converted into heat energy by various means to heat the workpiece.Electric heating, temperature easy to control, no environmental pollution, high thermal efficiency.Electric heating can be done in several ways. The heating element uses the resistance heat generated when an alternating current of power frequency (50 ~ 60 hz) passes through the element to heat the workpiece.Electric heating elements are usually arranged around or [TJC STEEL]on both sides of the heating room to ensure uniform temperature in the heating room.There are also elements in a radiation tube to indirectly heat the workpiece.For outer hot salt bath furnace or metal bath furnace, the heating element is arranged in the space outside the crucible and inside the shell.This heating method can also be used in a floating particle furnace for alumina particles.It is suitable for the whole workpiece heating and sufficient electric power area. Workpiece resistance after heating the alternating current directly through the workpiece resistance, the workpiece itself resistance produces heat to increase the temperature of the workpiece.This method is suitable for the integral heating of workpiece with uniform cross section.Another way is to use the rolling copper wheel to press on the metal workpiece, through the alternating current of low voltage and[TJC STEEL] large current, using the contact resistance between the copper wheel and the workpiece to generate heat and heat the surface of the workpiece. Workpiece induction heating Put the workpiece in a spiral coil, the coil with a certain frequency (generally higher than the power frequency) of alternating current, so that the workpiece in the coil generated eddy current, using the resistance of the workpiece itself to generate heat and be heated.The depth of this heating can be shallower as the current frequency increases, which is called induction heating heat treatment.Induction heating is mainly used to heat the surface of the workpiece, but with a lower frequency and the workpiece diameter is small, it can also be used for overall heating.This heating method [TJC STEEL]has high efficiency and low power consumption, and is mainly used for the heating quenching of medium and small parts. Dielectric resistance heating leads the low voltage alternating current of industrial frequency to the electrode buried in the dielectric. The resistance heat generated when the current flows through the dielectric makes the dielectric itself reach a high temperature.When the workpiece is heated in this high temperature medium, oxidation and decarburization can be reduced or avoided.This medium is conductive, such as salt, graphite particles, etc.The furnace type of heating furnace has internal heat type salt bath furnace and graphite floating particle furnace.This heating method is mainly used for quenching medium and small parts. Energy Heating: The surface of workpiece is heated with a very high power density. The heating time is measured in milliseconds, and the power density can be up to 10 ~ 10 watts/cm. The heat sources used include solar energy, laser beam and electron beam. Solar Heating- The workpiece is heated by a concentrated solar heater. Laser Beam Heating- Utilizes the laser produced by THE CO2 continuous laser generator to produce a high-temperature beam after focusing to illuminate the workpiece, making the local surface thin layer of the workpiece instantaneously reach the quenching temperature or melting temperature.After the irradiation stopped, the surface heat rapidly passed into the substrate material and made the surface hardened [TJC STEEL]or solidified rapidly.Laser beam heating processes include phase change hardening - hardening, surface "glazing" - rapid solidification, surface alloying and so on.This allows the reflector to change the direction of the beam, so it is best for heating the inner walls (such as cylinder liners), but the thermal efficiency is low. Electron Beam Heating- Uses the high-speed electrons to bombard the workpiece surface, which can convert the high kinetic energy into heat energy quickly and raise the surface temperature of the workpiece to quenching temperature or melting temperature rapidly.After the irradiation stopped, the surface heat could be transferred into the cold substrate in a short time and then hardened or solidified rapidly.As with laser [TJC STEEL]heating, electron beam heating process also has phase change hardening, surface "glazing" and surface alloying.Because the heating needs to be carried out in a vacuum chamber, the workpiece batch is limited, but the thermal efficiency is high. Inconel 718 alloy is a precipitation-hardened nickel-chromium alloy containing niobium and molybdenum. It has high strength, good toughness and corrosion resistance in high and low temperature environment under 650℃.Its state [TJC STEEL.]may be solid solution treatment or precipitation hardened state.
Introduction for Inconel 718 Alloy: Characteristics: ● Machinability ● High tensile strength, fatigue strength, creep strength and fracture strength at 700℃ ● High oxidation resistance at 1000℃ ● Stable chemical properties at low temperature ● Good welding performance Application: Due to its high temperature strength, excellent corrosion resistance and easy processing at 700℃, it can be widely used in various demanding occasions.● Liquid fuel rocket ● Low temperature engineering ● Acidic environment Second-ranking Nuclear Engineering Standards and Equivalent Materials with Inconel 718 Alloy: GH4169, GH169 (China), NC19FeNb (France), NiCr19Fe19Nb5, Mo3(Germany), [TJC STEEL.]NA 51 (UK) Inconel718, UNS NO7718(USA) NiCr19Nb5Mo3(ISO) Chemical Composition(%): 镍Ni - 铬Cr - 铁Fe - 碳C - 锰Mn - 硅Si - 钼Mo - 铜Cu - 钴Co - 铝Al - 钛Ti - 铌Nb - 硼B - 磷P - 硫S Min 50 - 17 - - - - - 2.8 - - - 0.2 - 0.65 - 4.75 - 0 - - Max 55 - 21 - 余量 - 0.08 - 0.35 - 0.35 - 3.3 - 0.3 - 1 - 0.8 - 1.15 - 5.5 - 0.006 - 0.01 - 0.01 Mechanical Property for Inconel 718 Alloy: Density for Inconel 718 Alloy: Rho = 8.24 g/cm3 density Melting Temperature Range The melting temperature ranges from 1260 ℃ to 1320℃ Processing and heat treatment editing Inconel718 alloy is a difficult material in machining field. Preheating: Surfaces must be cleaned before and during heating to keep surfaces clean.Inconel718 alloy will become brittle if the heating environment contains sulfur, phosphorus, lead or other low melting point metals.Impurities come [TJC STEEL.]from marking paint, chalk, lubricating oil, water, fuel, etc.The sulfur content of fuel should be low, such as the impurity content of liquefied natural gas and natural gas should be less than 0.1%, the sulfur content of urban gas should be less than 0.25g/m3, the sulfur content of LPG should be less than 0.5% is ideal. Electric furnace heating had better have more accurate temperature control ability, furnace gas must be neutral or weak alkaline, should avoid furnace gas composition in oxidation and reduction in fluctuation. Hot Working: The suitable hot working temperature of Inconel718 alloy is 1120-900℃. The cooling way can be water quenching or other rapid cooling way. After hot working, annealing should be timely to ensure the best performance.The material [TJC STEEL.]should be heated to the upper limit of the processing temperature during thermal processing. In order to ensure the plasticity during processing, the final processing temperature should not be lower than 960℃ when the deformation amount reaches 20%. Cold Working Cold working should be carried out after solid solution treatment, the working hardening rate of Inconel718 is higher than austenitic stainless steel, so the processing equipment should be adjusted accordingly, and there should be an intermediate annealing process in the cold working process. Heat Treatment Different solid solution treatment and aging treatment process can obtain different material properties.Due to the low diffusion rate of phase, the best mechanical properties of Inconel718 alloy can be obtained by aging treatment for a long time. Polishing The oxides near the welds of the Inconel718 workpieces are more difficult to remove than those of stainless steel, which need to be polished with a fine sand belt, and the oxides also need to be removed with sandpaper or pre-treated in a salt bath before pickling in a mixture of nitric and hydrofluoric acids. Machining The Inconel718 is machined after solution treatment, taking into account the material's work hardening properties. Unlike austenitic stainless steels, the Inconel718 is suitable for low surface cutting speeds. Welding Precipitation-hardened Inconel718 alloys are well suited for welding and have no post-weld cracking tendency.Weldability, machinability and high strength are the advantages of this material. Inconel718 is suitable for arc welding, plasma welding, etc.Before welding, the surface of the material shall be clean, free from oil stains, chalk marks, etc., and the polished metal shall be exposed within 25mm around the weld. Recommended Welding Materials for Inconel 718: GTAW/GMAW Nicrofer S 5219 W. - Nr. 2.4667 SG-NiCr19NbMoTi AWS ERNiFeCr 5.14-2 A BS 2901 Part 5: NA 51 HIC is short name for Hydrogen Induced Cracking.Hydrogen sulfide is one of the most corrosive and harmful media in petroleum and natural gas. In the process of natural gas transportation, hydrogen sulfide plays a significant role in the stress corrosion of the pipeline.When used in wet HYDROGEN sulfide environments, hydrogen bubbling-induced (HB), hydrogen-induced cracking (HIC), and stress-oriented hydrogen-[TJC STEEL]induced cracking (SOHIC) can occur within carbon steels [1].When hydrogen from corrosion penetrates into steel in acidic environment such as hydrogen sulfide, the crack of pipe is called hydrogen induced cracking (HIC). The NATIONAL standard GB/T8650-2006 Assessment Method for Hydrogen-Induced Cracking of Pipeline Steel and Pressure Vessel Steel specifies HIC assessment method for pipeline steel and pressure vessel steel due to hydrogen absorption due to corrosion in a corrosive environment containing sulfide solution [2].The test method for evaluating hydrogen cracking resistance of NACE TM 0284 pipeline and pressure vessel is specified in HIC. Introduction Hydrogen induced cracking (HIC) is also known as cracking.Hydrogen sulfide is one of the most corrosive and harmful media in petroleum and natural gas. In the process of natural gas transportation, hydrogen sulfide plays a significant role in the stress corrosion of the pipeline.When used in wet HYDROGEN sulfide environments, hydrogen bubbling-induced (HB), hydrogen-induced cracking (HIC), and stress-oriented hydrogen-induced cracking (SOHIC) can occur within carbon steels.In acidic [TJC STEEL]environment such as hydrogen sulfide, the crack caused by hydrogen penetration into steel caused by corrosion of pipe is hydrogen induced cracking (HIC). The NATIONAL standard GB/T8650-2006 Assessment Method for Hydrogen-Induced Cracking of Pipeline Steel and Pressure Vessel Steel specifies HIC assessment method for pipeline steel and pressure vessel steel due to hydrogen absorption due to corrosion in a corrosive environment containing sulfide solution.The test method [TJC STEEL]for evaluating hydrogen cracking resistance of NACE TM 0284 pipeline and pressure vessel is specified in HIC. Classification 1) Hydrogen embrittlement: After the hydrogen atoms produced under various circumstances penetrate directly into the steel, the atomic binding force between steel grains will be reduced, resulting in the reduction of the steel's extensibility and end surface shrinkage, and the change of its strength.The cathode reaction corresponding[TJC STEEL] to the anodic reaction occurs at the crack tip.Hydrogen cracking occurs when the hydrogen produced or processed enters the steel. 2) Hydrogen corrosion: Hydrogen reacts with carbides in steel to produce methane. Methane gas cannot be diffused from the steel and concentrates in grains to form local high pressure, resulting in stress concentration and resulting in microcracks or bubbling of the steel. Damage In the petroleum and natural gas industry and petrochemical industry, if carbon steel or low alloy steel is used in the wet H2S environment, the steel plate will undergo severe embrittlement. The mechanism of this embrittlement [TJC STEEL]is that H2S corrodes the steel surface to produce hydrogen, which is then absorbed by the steel and causes hydrogen embrittlement.For low alloy steels, this failure can be classified into the following types: 1) Hydrogen-induced cracking (HIC).The HIC does not require stress to generate and propagate within the steel. 2) Sulfide stress cracking (SSC).SSC mainly occurs in areas with high hardness, such as the weld zone. 3) Hydrogen-induced cracking (SOHIC) in the stress direction.In fact, SOHIC can be seen as the result of a combination of HIC and SSC. 4) Hydrogen induced delayed crack: During the welding process of the container, water or oil in the welding material is decomposed [TJC STEEL]under the action of high temperature of arc to produce hydrogen. Part of this hydrogen enters into the molten weld metal, and when the weld cools, it does not quickly diffuse out, forming local high pressure and leading to the occurrence of micro-cracks in the weld. Test Methods And Procedures Test Plan Test Standard The Test Cycle HIC Hydrogen Embrittlement Test Standard:NACE TM0284-2011,GB/T 8650-2006 Test Cycle:Eight days Test Medium: Solution A: Sodium chloride acetic acid solution containing saturated hydrogen sulfide at room temperature and pressure Solution B: Artificial seawater containing saturated hydrogen sulfide at normal temperature and pressure Recommended Size Of Sample: 100mm*20mm* Actual thickness (30mm) Test Evaluation: The crack sensitivity ratio CSR Crack length ratio CLR Crack thickness ratio CTR Schematic Diagram Of Hic Hydrogen Cracking Test 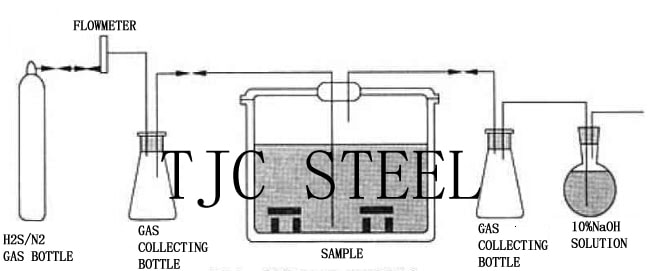 Sample size: 100mm long, 20mm wide.
1) Thickness <30mm: parallel sampling: take 1 group of samples of the same product and the number is 3; 2) 30mm≤ thickness <88mm: step [TJC STEEL]sampling, take 1 group of samples of the same product and the number is 3; 3) Thickness ≥88mm: step sampling, 1 sample thickness <30mm, the maximum number of samples according to the actual thickness SSC: Sulfur acid is detected as sulfur compounds in sulphur compounds in sulphur compounds.
Experimental Principle There are two main ways in which microorganisms produce hydrogen sulfide. A: Hydrogen sulfide is produced by cysteine reduction of protein components in the medium.Protein by microbial enzymes, [TJC STEEL]form of sulfur cysteine, the amino acid by cysteine desulfurase lose sulfur atoms, since joining hydrogen to form water molecules and hydrogen sulphide. B: Hydrogen sulfide is composed of an inorganic sulfur compound such as Thiosulfate;S2O32 - and sulfate;SO42 - or sulfite;SO32-, when the medium contains sodium thiosulfate, some microorganisms can reduce it to sulfite and release hydrogen sulfide. In this experiment, SIM culture medium is used, containing protein and sodium thiosulfate as sulfur quality, another meridian sulfate;Fe(NH4)2SO4 [TJC STEEL]acts as an indicator of hydrogen sulphide (hydrogen sulphide is a colourless gas and is not easily detected. Ferrous ions of ammonium sulphate react with hydrogen sulphide to form black deposits of insoluble ferrous sulphide.)The medium was semi-solid with 0.3% AGAR to enhance anaerobic respiration. The motility of microorganisms was also observed. If motility was present, the growth of microorganisms diffused around the inoculation line, making the medium cloudy; if no motility was present, growth was restricted to the inoculation line. Experimental Materials Bacteria: Escherichia Coli, Enterobacter Aerogenes, Proteus Vulgaris Culture Medium: Sim Agar Deep Tube3 Sticks Equipment: Alcohol Lamp, Inoculation Needle Experimental Steps Each SIM AGAR Deep Tube was labeled with inoculation bacterium and group respectively. The bacteria were punctured and inoculated [TJC STEEL]into the medium respectively by aseptic operation. All the test tubes were cultured at 37℃ for 24-48 hours. Results Analysis Check all SIM media for black inoculations and record the results in the table. According to the observation, whether [TJC STEEL]the bacteria have the ability to produce hydrogen sulfide or not. Observe whether the microorganisms spread around the inoculation line and determine whether they are motile. |
TJC Steel News Center
Company News, Market News and Order Cases About TJC Steel. Archives
July 2024
Categories |
 RSS Feed
RSS Feed